
Effect of Build Orientation on the Microstructure and Mechanical Properties of SLM 3D Printed Titanium


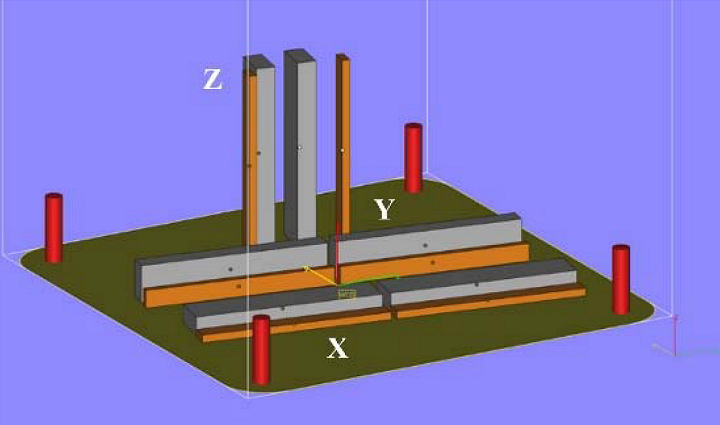
Sample geometry; print orientation and setup in isometric view.
One of the challenges of 3D printing is the ability to get repeatable results, like good mechanical properties and identical microstructure, using different build orientations. A lot of research has been published over the years on build orientation, and Patrick Hartunian and Mohsen Eshraghi, two researchers from California State University in Los Angeles, are joining the pack.
They published a paper, titled “Effect of Build Orientation on the Microstructure and Mechanical Properties of Selective Laser-Melted Ti-6Al-4V Alloy,” about their investigation into the effect of build orientation on the microstructure and mechanical properties of the titanium Ti–6Al–4V alloy manufactured by SLM 3D printing.
The abstract reads, “One of the challenges of additive manufacturing (AM) technology is the inability to generate repeatable microstructure and mechanical properties in different orientations. In this work, the effect of build orientation on the microstructure and mechanical properties of Ti–6Al–4V specimens manufactured by selective laser melting (SLM) was studied. The samples built in the Z orientation showed weaker tensile strength compared to the samples built in X, and Y orientations. Samples built in X and Y orientations exhibited brittle fracture features in areas close to the substrate and ductile fracture features in the area farther from the substrate. Defects including pores, cracks, and unmelted/partially-melted powder particles contributed to lower tensile and fracture toughness properties in different orientations.”

Renishaw AM250
The researchers 3D printed rectangular samples of the Ti–6Al–4V alloy on a Renishaw AM250 in order to characterize the material’s orientation-based microstructure and mechanical properties.
“Samples were fabricated in three perpendicular orientations without any support. To prevent porosity, the melt pool was overlapped by sufficient distance. The powder used for printing samples was Ti–6Al–4V ELI-0406 alloy produced by Renishaw plc. with particle sizes ranging between 15 µm and 45 µm,” the researchers wrote.
Hartunian and Eshraghi carried out tensile and fracture toughness tests on the SLM 3D printed samples, along with performing metallography, hardness, and surface roughness analyses. They studied the fracture surfaces and microstructure of the samples using both optical and scanning electron microscopy (SEM) techniques.

SEM fractographs of TZ sample: (a) the entire fracture surface; (b) unmelted powder particles; (c) mixed brittle and ductile fracture features.
Tensile tests showed that the samples 3D printed in the Z orientation, “brittle planar fracture features perpendicular to the build direction,” had lower yield and ultimate tensile strength. The samples built in the X and Y orientations had more brittle fracture features in the areas close to the substrate, while the area farther from the substrate showed fracture features that were ductile.
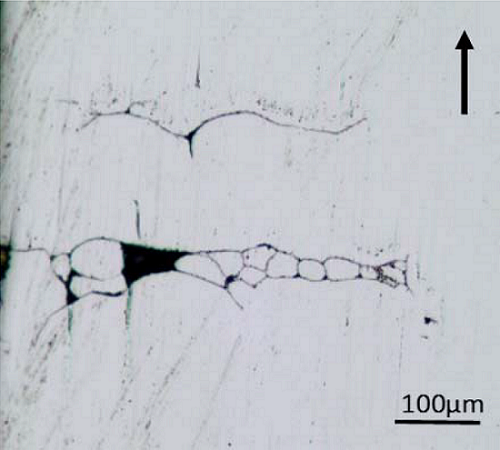
Interlayer defects present in the TZ sample.
SEM images of both the fracture and as-built surfaces revealed several defects, such as cracks, pores, and unmelted or partially-melted powder particles. The researchers stated that these defects “clearly influenced” the results of the mechanical tests. But, the results of the tests for both the tensile and fracture toughness were consistent with data that had previously been reported.
“Metallography showed identical α + β microstructure in all build orientations, as the samples were all heat treated. The bottom layers close to the substrate showed lower hardness values as compared to the top layers, due to the change in cooling rate. Defects revealed from metallography observations on the surfaces influenced the hardness results,” the researchers wrote.
The researchers noted that one of the characteristics of SLM 3D printing is the rough surface finish on completed prints, and the surface analysis of the samples did show variable roughness data on different surfaces. However, while there were higher roughness values on lateral surfaces, the top surface of the samples had more smooth features.”
“Despite orientation factors and build defects, the surface roughness values were comparable with other studies,” the researchers wrote. “It was concluded that microstructure and properties were affected by build orientation in Ti–6Al–4V alloys processed by SLM. Defects influenced the results significantly. Optimization of process parameters may improve the overall quality of AM samples and provide more uniform properties in different build orientations.”
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
ORNL Improves Error Mitigation in Large Polymer Parts
Oak Ridge National Laboratory (ORNL) has commercialized a number of large-format 3D printing technologies. Now, scientists are working on error mitigation in large parts. ORNL is using six thermal cameras...
Aibuild Says New FETS Simulation Tool Is 10,000x Faster for AM
Aibuild has launched FETS for Additive Manufacturing, a Finite Element Thermomechanical Simulation tool that lets you simulate stress, distortion, thermal effects, and thermomechanical effects. The solution has been optimized for...
Ceramic 3D Printing Applications on Display at Ceramics Expo USA
There’s a lot of crossover between ceramics and additive manufacturing (AM). Now, we just need to get the two industries to talk to each other more. It was nice to...
3D Printing News Briefs, April 8, 2026: LiDAR Scanning, Vapor Smoothing, FDM Optimization, & More
We’ll kick off today’s 3D Printing News Briefs with some 3D scanning news from Artec 3D, and then move on to new America Makes Project Calls. Then, Raise3D and AMT...

































