
Heat Sources Compared for Laser Powder Bed Fusion 3D Printing Simulation

Laser powder bed fusion 3D printing requires a great deal of effort to make sure that quality parts are being produced – and there are a lot of things that can go wrong with metal prints, such as porosity and residual stress, which causes distortion and part failure. Therefore, it is important to optimize the machine parameters as much as possible. In a paper entitled “3-Dimensional heat transfer modeling for laser powder-bed fusion additive manufacturing with volumetric heat sources based on varied thermal conductivity and absorptivity,” eight 3D heat sources used for simulating laser powder bed fusion are compared, and new equations for varied thermal conductivity and laser absorptivity are proposed.
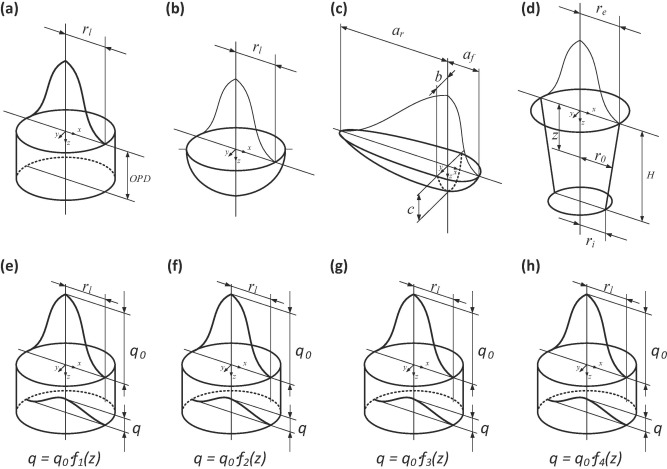
The schematic of the heat source models, (a) cylindrical shape; (b) semi-spherical shape; (c) semi-ellipsoidal shape; (d) conical shape, (e) radiation transfer method; (f) ray-tracing method; (g) linearly decaying method; (h) exponentially decaying method.
“The physical phenomena associated in a melt pool are highly complicated, mainly controlled by mass and heat transfer,” the researchers explain. “The heating and cooling rates are extremely high due to the fast-moving laser irradiation on the powder particles. In addition, the dynamic melt pool development beneath the powder-bed, phase change dynamics from liquid to vapor and plasma, and powder particles drawn by high-speed metal vapor flux and capillary effects exist in the melt pool. Therefore, fine-scale numerical models, which included several details, such as laser-ray tracing in randomly distributed particles and thermal fluid dynamics, have been built in order to simulate several complex melt pool behaviors. However, the computational cost for such simulations is extremely high.”
Therefore, the researchers propose effective simulation models with certain approximations and assumptions to predict the dimensions of melt pools, in order to reduce the computational time.
Experiments were carried out on an EOS M 290 machine. A 3D heat transfer finite element model for laser powder bed fusion was developed for accurately predicting melt pool dimensions and surface features.
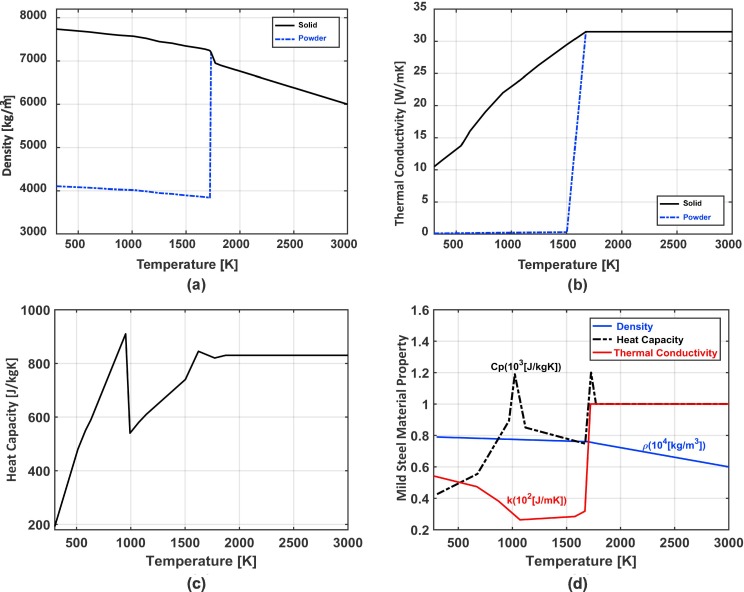
Temperature-dependent thermal material properties (a) density of SS17-4PH; (b) thermal conductivity of SS17-4PH; (c) heat capacity of SS17-4PH; (d) material properties of mild carbon steel.
“Based on the literature review, eight heat source models are used for the numerical modeling of LPBF and can be categorized as 1) geometrically modified group (GMG); and, 2) absorptivity profile group (APG),” the researchers state. “Experiments were carried out to validate the simulation results. All the eight heat source models lead to over 40% shallower melt pools compared with the experiments.”
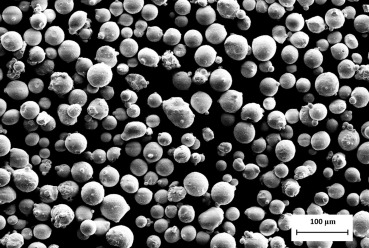
Stainless steel powder particles
To improve the model performance, a mathematical model with varied anisotropically enhanced thermal conductivity and varied absorptivity was proposed and applied to the heat transfer simulation with the exponentially decaying heat source.
The researchers came to two main conclusions:
“The expressions of varied anisotropically enhanced thermal conductivity and varied absorptivity were linear algebraic equations,” they state. “Good agreement between the simulation and the experimental results was derived. The averaged error of melt pool width and depth are 2.9% and 7.3%, respectively.
“The proposed heat transfer model has been further validated by the surface features, track stability and ripple angle. For the track stability, the predicted results are in good agreement with the experimental results. In addition, the simulated ripple angles are within the range of experimental results.”
They also concluded that the heat source expressions can be linear while causing the simulation results to be in better agreement with both experimental melt pool dimensions and track surface morphology.
Authors of the paper include Zhidong Zhang, Yuze Huang, Adhitan Rani Kasinathan, Shahriar Imani Shahabad, Usman Ali, Yahya Mahmoodkhani, and Ehsan Toyserkani.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Nikon’s AM Expansion from California to Japan and Beyond: CEO Hamid Zarringhalam Weighs in
As we recently argued in a 3DPrint.com PRO article, Nikon Advanced Manufacturing has quickly gone from a prominent player in the metal additive manufacturing (AM) sector to become one of,...
The State of the Talent and Job Market in AM: 2025 Outlook
The additive manufacturing industry has seen significant shifts in recent years, with 2024 marking a critical turning point. Economic pressures, evolving hiring trends, and an increasing talent shortage at the...
SWISSto12 to 3D Print Antennas for SES’s Medium Earth Orbit Satellite Constellation
SWISSto12 has made a remarkable journey in satellite manufacturing. The company now produces its own HummingSat, as well as 3D-printed filters, waveguides, and other RF components. Recently, it was selected...
3DPOD 243: Volumetric 3D Printing with Xolo CCO, Stephan Kuehr
Stephan Kuehr began his career at 3YOURMIND before joining the volumetric 3D printing firm Xolo. In this episode of the 3DPOD, we discuss Xolo, its technology, volumetric 3D printing, bioprinting,...

























