The A2v2 by 3ntr is Changing the Price and the Face of Professional 3D Printing



It took four people to unload the A2v2
I had been speaking with Davide Ardizzoia, the founder of 3D printer manufacturer 3ntr, regarding the possibility of reviewing their huge A2v2 3D printer for a few months. My friend Mauro Maffini, at the Solid3DPrinting shop, agreed to host and put to work the big, bad A2v2 machine from 3ntr for two weeks. What follows is the tale of our experience using a cost-effective industrial-grade 3D printer. The combination of price and end-use part performance truly enabling the transition from desktop 3D printing to real additive manufacturing.
The A2v2 is a machine that costs just a fraction of industry-leading Fortus. Yet it offers an enclosed heated chamber, several different high grade thermopolymers to work with, extreme precision and even up to triple extrusion. All this with a print volume of 620 x 350 x 490 mm. That is big. Especially when it is being squeezed into a small, metropolitan 3D print shop such as Solid3Dprinting.

The machine makes a nice impression in a metropolitan 3D print shop
Mauro did not waste any time and immediately went to work. The machine was delivered to us by Davide himself. Four people were able to unload it off the truck. We laid it upon its custom cabinet, which keeps it comfortably at waist height and enables it to be moved around with little effort.
As always we are going to start with the machine’s weaknesses. Manufacturers expect a review to be picture perfect as they rarely see any imperfection in their creations. Although it certainly offers the best quality level for this price, the A2v2 is no toy. It is not made to be intuitive or foolproof.
The best software to use to fully exploit its triple extrusion capabilities is KISSlicer, which is known to be a non-user-friendly tool. Davide and his team are working on solving this problem. That being said KISSlicer helps to provide some of the highest quality print in FDM technology. The learning curve is higher than for other simple machines and software. However this machine is not made to be easy to use, it is made to print perfectly and reliably: once the printer is fine-tuned, complexity turns into high quality and performance.
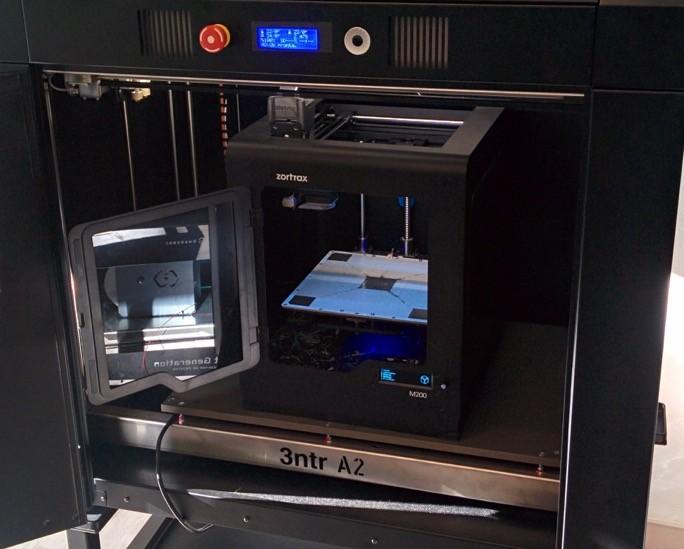
The Zortrax M200 fit comfortably inside the belly of 3ntr’s A2v2
Of course this is not an issue if you are using it to make high-end prototypes, nor if you are making complex end-use parts. Even if you are using it for short series production, you are likely to trade a few more minutes or hours at learning how to use it for the end quality of your products. Take for example a Zortrax M200 as standard-setting in terms of ease of use. Davide Ardizzoia’s answer was to take the M200 in Mauro’s shop and put it inside the A2v2. The point is clear, this a different type of 3D printer.
Along with its huge, enclosed build volume, the A2v2 can print with a 50 micron maximum resolution setting, using 2.85 diameter filament. 3ntr’s policy is to refer only to volumetric speed, with max volumetric speed for 3ntr machines using ABS reaching 6mm3/sec for 0.4mm nozzles. It is made with industrial grade quality components and it just feels solid and precise. Possibly its best asset is the temperature range, which can reach 410° C for extrusion and 135° C for the plate. This means it can print a very wide range of materials.
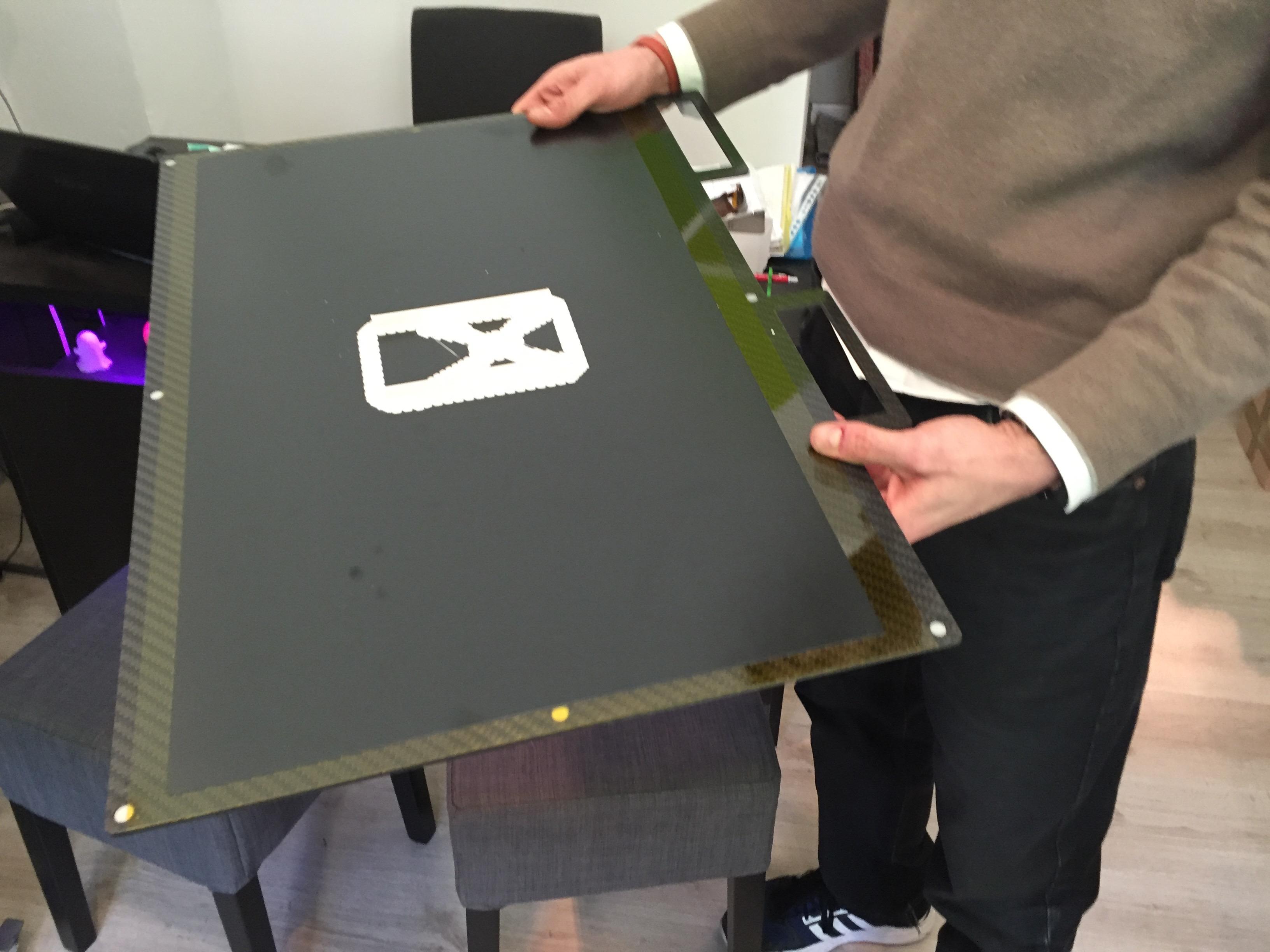
The magnetically locked, carbon fiber, PEI covered tray is definitely a nice feature
One of the remarkable features of 3ntr printers is the magnetic-lock print tray: the sleek carbon fiber plate is lined with black PEI (polytherimide) sheet: apart from killer look, this is a real performer — requiring no hairspray, no glues, no tapes. Polymers effortlessly stick to the surface. This printer offers several other optional features, which we did not get to test, such as the external air filtering unit, triple extrusion and the elastomer feeder unit for flexible materials.
The A2v2 is perfect for 3D printing ABS, however 3ntr also offers a wide range of other compatible materials. For example IGLIDUR (the tribologic – aka self lubricating – filament by Igus) as well as NylonCarbon or PA66+Glass composites, PolyCarbonate (PC), PC-ABS, PETG, TPU (flexible) and SSU01 (3ntr’s current support material). The company is also working on a fully water soluble support materials which is of fundamental importance given the machines triple extrusion and dimensional capabilities.
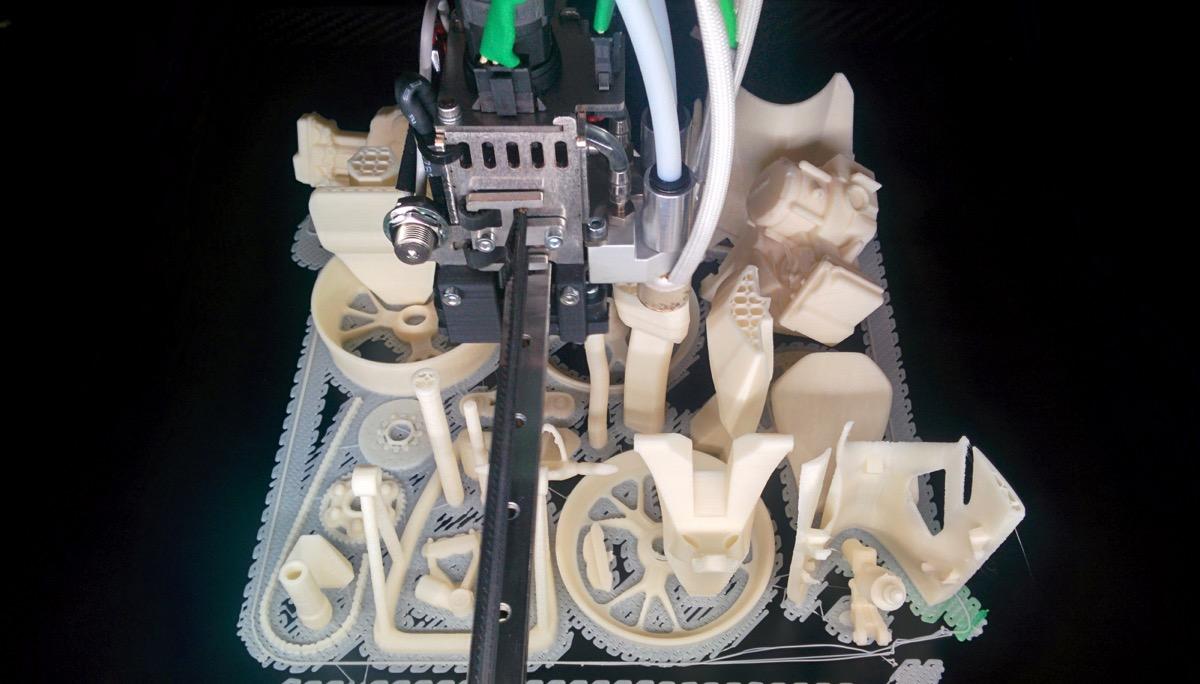
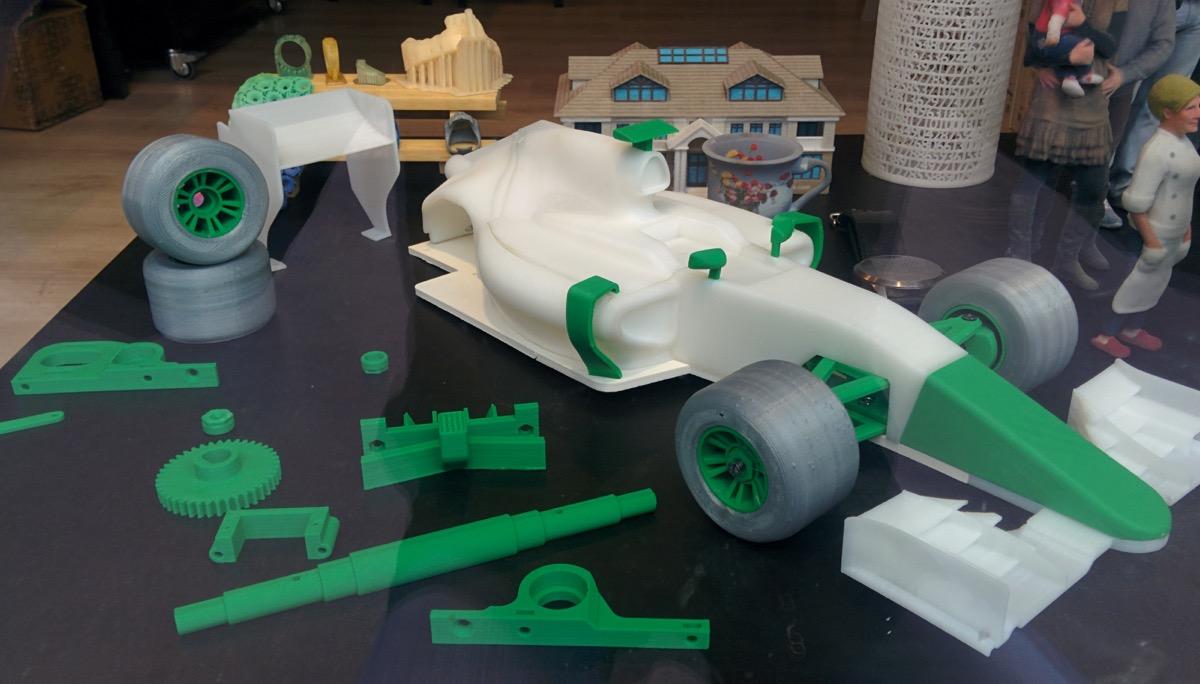
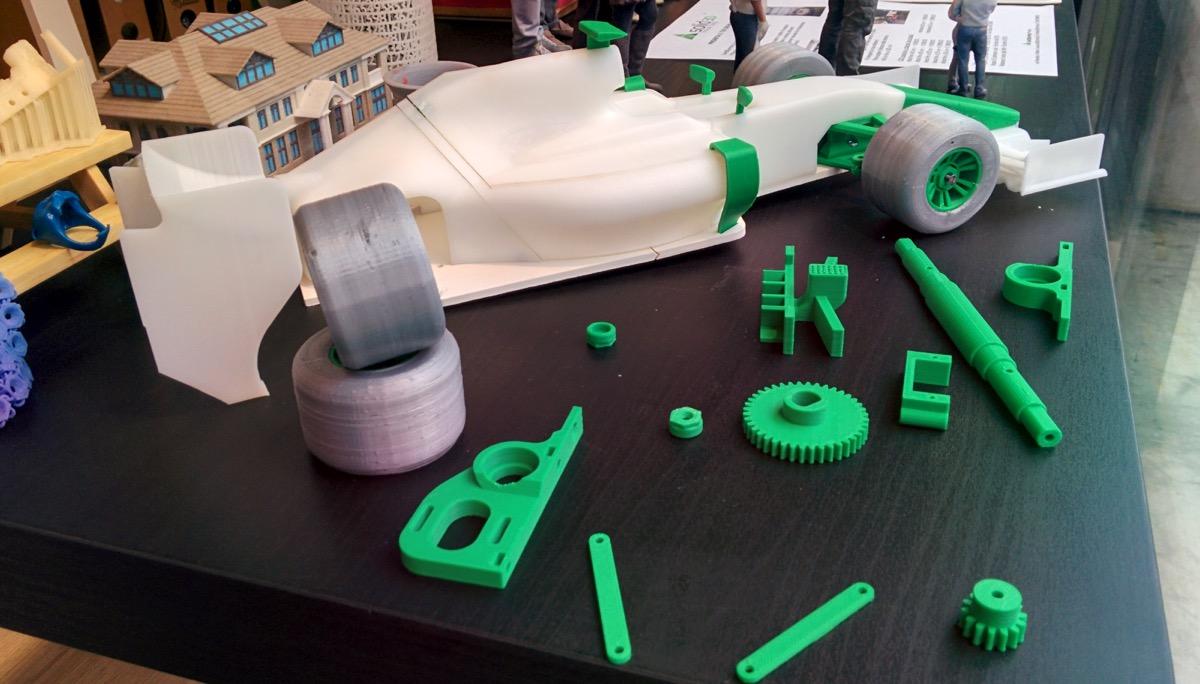
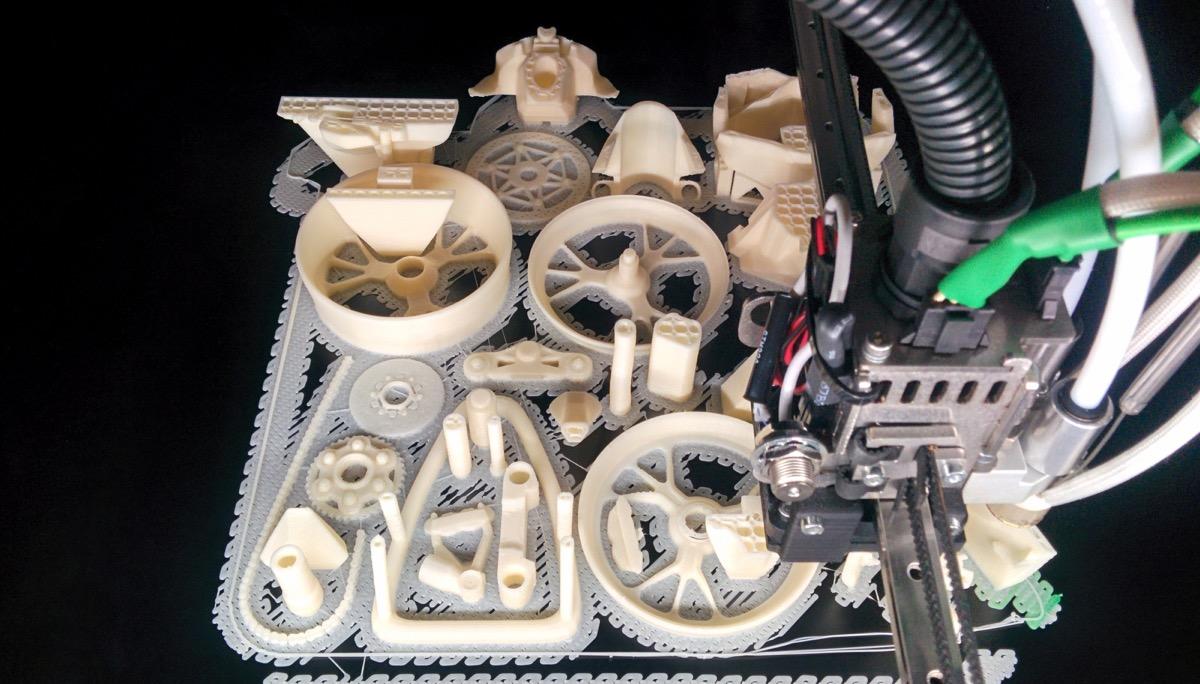
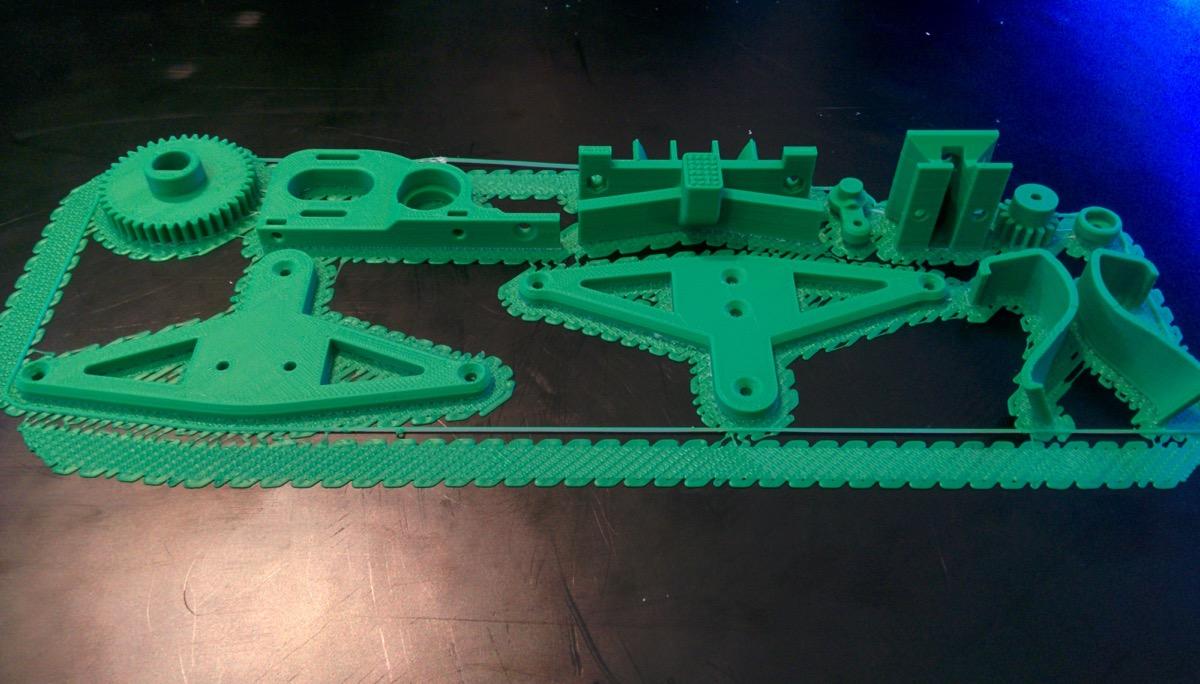
It took Mauro and me a little while to get to print the first part. All I needed was a piece of the Zortrax robotic arm which I had broken. Although it took a while to print, it came out impressively well. With an infill setting of 90%, it looked and felt like an injection molded part. When Mauro got going with it, there was no stopping him. He truly tested the machine’s reliability and size capabilities by filling the plate as much as possible with parts for a complex Formula 1 and motorcycle 3D model.
The first on is the OpenR/C Formula 1 Car, the second is the Ducati 1199 Panigale by Maverick 33. Both are two of the most interesting large size projects available on Thingiverse and both came out without a single error in the entire print job. The A2v2 takes its time but this results in perfectly smooth walls and accurate details. When you are using it for larger industrial parts and prototypes the results can be even better. Stratasys may still have a few numbers on any challenger to its FDM leadership but the manufacturers like 3ntr are offering some truly interesting alternatives.

Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Goal! 3D Printing for the 2026 FIFA World Cup
The 2026 FIFA World Cup officially kicked off in Mexico City on June 11th. It’s the largest FIFA tournament in history, with 48 teams competing over 104 matches. Instead of...
Bambu Lab Wants Home 3D Printing to Feel Less Like a Workshop with PLA Pure
As desktop 3D printers become increasingly common in homes, Bambu Lab is focusing attention on something beyond print speed and hardware features. This week, the company launched a new filament,...
The Rise of IP: The First Emoji 3D Printer Is Here. Don’t Rule Out Star Wars Next.
For years, most desktop 3D printers have looked more or less the same. Some are black. Some are gray. A few are bright orange. They look like boxes. Some are...
AM Asia Watch: China Exported 2.46 Million 3D Printers in Four Months
China’s consumer 3D printer industry seems to be reaching a new level of global dominance. According to Chinese state media outlet China Global Television Network (CGTN), China exported 2.46 million...