
Metal 3D Printing Helps Innomia Increase the Production of Auto Parts by 17%


![]() With both safety and weight/fuel efficiency concerns being high priorities for automobile manufacturers, plastic components are being used in modern cars more than ever. Unfortunately plastic components can often feel or look cheap, leading to customer dissatisfaction, however in the last few years new advanced materials have been developed to improve the visual appeal and surface texture of plastics. These new plastic materials may look and feel better to consumers, but for manufacturers they can often be difficult to work with, especially when using traditional injection molding techniques. This can often be compounded when manufacturers are required to make plastic components with complex or unusual geometries, as is becoming increasingly more common.
With both safety and weight/fuel efficiency concerns being high priorities for automobile manufacturers, plastic components are being used in modern cars more than ever. Unfortunately plastic components can often feel or look cheap, leading to customer dissatisfaction, however in the last few years new advanced materials have been developed to improve the visual appeal and surface texture of plastics. These new plastic materials may look and feel better to consumers, but for manufacturers they can often be difficult to work with, especially when using traditional injection molding techniques. This can often be compounded when manufacturers are required to make plastic components with complex or unusual geometries, as is becoming increasingly more common.
Czech production tool maker Innomia develops the manufacturing processes that fabricate injection molded plastic parts for Magna, an automotive component engineering and supply company. While manufacturing a primary component for the central front armrest of a Škoda car, Magna found that they were having difficulty optimizing the mold used in the injection molding process. The mold is used to make the part from a glass fiber reinforced plastic material that requires the heat of the mold to dissipate uniformly in order to minimize distortion and to maintain the high quality of the part required by Škoda. Unfortunately the tool that was used to shape the injection molded part was made with a beryllium-copper alloy which has a high thermal conductivity, but only from one side.

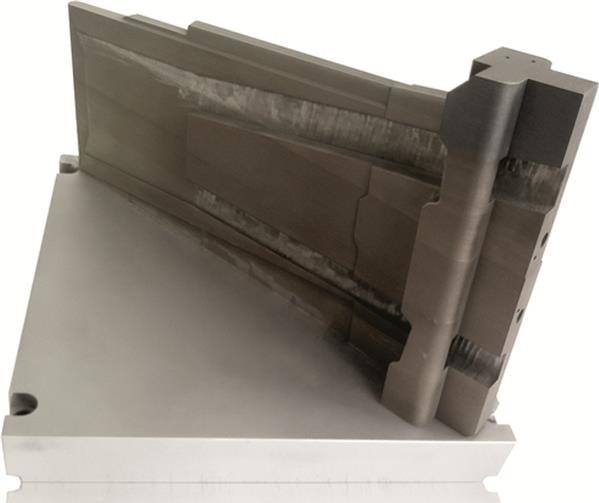
The central front armrest and the tool needed to cool the injection molded part.
This made the temperature distribution highly uneven and would result in a greater number of imperfect or distorted parts. Additionally, the mold simply wasn’t cooling down quickly enough to maximize the part output. The faster that the heat is removed from the mold the quicker the part can be ejected and the next part injected, the longer than desirable cooldown period was slowing down the time required to fulfil orders and increased production costs. The mold also required water cooling to dissipate the heat, however because the temperature differential was high, the result was a high level of humidity that accelerated corrosion. This required the part to be cleaned every two weeks, which was a time consuming and intensive process.

The EOSINT M 270 direct metal laser sintering 3D printer.
When Innomia tackled the problems that Magna was having with their tooling systems, their first priority was the development of a new tool with an optimized heat removal cooling system. The company decided to 3D print the new insert using their EOS direct metal laser sintering (DMLS) 3D printer, which gives them the ability to fabricate components with virtually any external and internal geometry. The Innomia team designed their new insert with an integrated system of conformal cooling channels that were only 3mm wide. The part was 3D printed on an EOSINT M 270 using a maraging steel powder material, a low-carbon metal that is known for exceptional strength.
“The DMLS process enabled us to manufacture an extremely durable component, while at the same time successfully retain the proven advantages of AM in terms of design flexibility. Thanks to the conformal cooling channels integrated into the component with optimum precision, we have inexpensively resolved the main challenge of the production process,” explained Innomia CEO Luboš Rozkošný.
In addition to the new, more durable insert, Innomia was also able to additionally harden the final part using a post-treatment that resulted in a high level of wear resistance and much lower maintenance costs. The new uniform cooling channels in the tool increased the productivity and speed of the production cycle by 17%. Additionally, the problem with component deformation is no longer an issue and the final part quality and repeatability have both increased.
The final printed insert still on the printing bed.
“There is stiff competition in the European automobile industry. That is why it is very important for us to be able to produce components to the highest quality standards at the lowest price. The issue of injection mould cooling was something that we have been trying to deal with for a long time. We knew how we wanted improved products to look, but realising it was just not possible using conventional manufacturing methods. Additive manufacturing has allowed us to make the breakthrough and we are very happy with the results at every level. Maintenance, quality of the end product, costs, heat dissipation – it has been the perfect project,” said head of tool maintenance for Magna, Pavel Strnadek.
Thanks to metal 3D printing technology, not only was the complex plastic car component easier than ever to injection mold at a higher level of quality, but it was faster, cheaper and more efficient. The final result of the new 3D printed tool was a savings of €20,000 after fabricating 370,000 parts. Discuss this new process in the Innomia 3D Printing forum over at 3DPB.com.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
How One Artist Is Using 3D Printing to Tell Stories About the Ocean
Artist Kimberly Callas sees something different when she looks at a 3D printer. Where others see a machine for making parts, she sees a way to tell stories about the...
Bambu Lab Wants Home 3D Printing to Feel Less Like a Workshop with PLA Pure
As desktop 3D printers become increasingly common in homes, Bambu Lab is focusing attention on something beyond print speed and hardware features. This week, the company launched a new filament,...
AM Asia Watch: China Exported 2.46 Million 3D Printers in Four Months
China’s consumer 3D printer industry seems to be reaching a new level of global dominance. According to Chinese state media outlet China Global Television Network (CGTN), China exported 2.46 million...
Bambu Launches A2L: What the New Printer Reveals About Its Strategy
Bambu Lab continues its relentless march for 3D printing domination with the launch of the A2L. The 330 × 320 × 325 mm printer will have a nozzle temperature of...































