

Physicist Sees Laser Beamlet 3D Metal Printer Transforming Speed & Affordability


Mark Wendman
With the issue of speed being so prevalent a topic in 3D printing, you can put your money on that being something that changes — and soon. As the honeymoon stage fades with 3D printing, makers and industry innovators are moving into the improvement phase. Obviously, one element all would like to see greatly improve with this technology making such sweeping changes is speed. And while it sounds simple enough, adding greater speed also needs to come with (because yes, we do want it all) affordability and great quality.
Even those who aren’t versed in 3D printing at all are aware of the hours it can take to produce a 3D print. There are many complaints, and plenty of humorous comments, out there from 3D printing enthusiasts, makers, and experts even, who don’t want to stand by the 3D printer for hours, toes tapping, staring at their watches, and thinking about the next design they’d like to be 3D printing already. We’ve come this far…can’t we do more, and do it immediately?
From small to large and desktop to industrial, being able to produce 3D printed models faster and in larger, simultaneous batches is becoming a big item on that ‘to do’ list — and with such a large population of users pointing out lack of speed as the one thing that bothers them, motivation due to marketplace competition and a world of brilliant makers and innovators using the technology will certainly fix that — and most issues — expediently.
 Engineering physicist Mark Wendman is one of those innovative minds that sees the issue pervading and is joining the conversation. Without any prior models or intense research he is simply considering an idea ‘on the fly’ that could change 3D printing in metal, which as he astutely points out is right now simply too slow for comprehensive manufacturing.
Engineering physicist Mark Wendman is one of those innovative minds that sees the issue pervading and is joining the conversation. Without any prior models or intense research he is simply considering an idea ‘on the fly’ that could change 3D printing in metal, which as he astutely points out is right now simply too slow for comprehensive manufacturing.
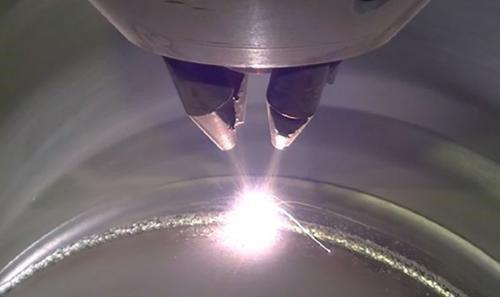
“3D printed metals part fabrication is pretty slow in tiny throughputs, limiting its commercial use to highest value parts presently,” said Wendman.
While he realizes the need to move past the “sleepy high end metal parts machining business,” Wendman doesn’t see 3D printing as doing enough, or fast enough. He notes that obviously a far more transformative process is going to have to come along to make 3D printing with metal feasible and able to take over the typical CNC metals machining.
Wendman focuses on the idea of using a multibeam patterning architecture. He envisions this happening with “cheap highest power” singulated IR diode array lasers and straight electronic modulation of each laser diode beamlet, used with metal powder typical in 3D printing currently. Wendman thinks that with a huge bandwidth, both speed and productivity could increase significantly in 3D printing with metal. Wendman theorizes that if “slower diode bar direct solid state lasing modulation” is sufficient, that is where the true revolution would lie — in that it would be affordable as well.
“IR infrared laser diode bars are inexpensive power brutes, often used for parallel optical pumping of solid state YAG lasers or rods,” Wendman points out.
With the idea for a laser beamlet 3D metal printer, he points out that it would require something like “pattern dependent diode laser beamlet dosing, somewhat like the proximity dosing effect in electron beam mask lithography.” Discussing beamforming optics, Wendman realizes that with accuracy, metal particle size is a consideration. He considers the possibility of using “beamforming optical lenses between the laser and the bed,” but states that lens costs, issues with temperature, and more, could be what pose limitations. A 3D metal printer employing lasers without a lens is something he sees being feasible for both functionality and affordability.
Wendman explores the concept of a “raster beam with a final linear lens, as used in laser printing and some high speed laser imaging inspection systems,” but finds some huge and perhaps disqualifying issues with that fairly simple idea due to:
- Requirements for high precision laser modulation
- Less precise optical transfer
- The need for a ridiculously costly high laser power
“Using the highest power laser, and most costly, does not provide over advantages of 3D metal Printing throughput nor pattern fidelity nor needed pattern and feature dependent laser power modulation,” says Wendman. “In fact, the scanned single beam will have far slower throughput and worse pattern fidelity than a well engineering laser diode bar architecture, but some can make design decisions for a scanned laser beam of high power to still effect faster throughput in 3D metals laser printing, over conventional mechanically slewed, stepping servo-ing of a fixed attitude single laser common today in 3D metals printing.”
Wendman sees alternative heat management as offering great benefit to the world of 3D printing in that it could offer less distortion in 3D printed parts. For dynamic and static induced thermal TCE related printing distortions, he recommends active part cooling engineering combined with items like thermal imaging cameras or other temperature metrology for controlling thermal loads and heating with specific algorithms designed for 3D printing with metal.
And while it’s not altogether new these days, he does also come up with his own ideas for the use of oxygen in 3D printing, along with other reactive gases such as ozone for metal oxides, nitrogen, ammonia, and more for both microscopic and macroscopic use.
“Yet another permutation obvious is the transformation of 3D metals printing to using purpose reactive gases as shroud or ambient in a gas tight box, using for example oxygen, ozone for metal oxides, nitrogen and ammonia for nitrides, various other gases or liquid precursors for metal carbides, and combinations therein, like gas vapor or liquid phase to modify the 3D printed deposit to form compounds of metals and other molecular atomic species in varying uniformity microscopically and macroscopically … potentially embedding metal compounds in a purer metal matrix or vice versa embedding pure metallic regions in a larger metal compound formed, 3D printed object,” he says.
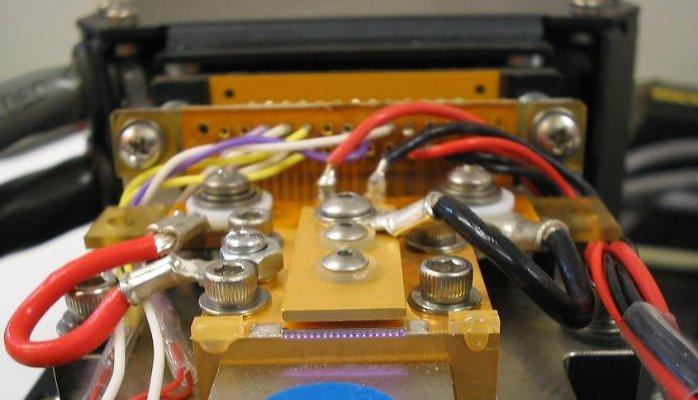
Laser diode array or bar likely used of YAG laser pumping or as a simple fiber coupled laser.
Wendman points out that anyone with any experience in precision beam or beamlet lithography and laser micromachining, with skill in electron beam writing precision, would likely understand the parallels these applications might have for 3D printing. A former employee of Digital Instruments, he was employed there “when innovation was happening faster than one could comprehend,” and Wendman longs for those days of invention and change.
“This reminds me of the dynamics of innovations in the early days of commercial Scanning Probe and Atomic Force Microscopy at Digital Instruments, where innovations and instruments were built so quickly, as to sometimes defy comprehension, and inspire one as to the fun of breakthrough innovations…” said Wendman. “… I confess I long for the experiences comparable to working at DI in its early days, it was as highly motivating as one might ever wish for and the brillianceof the staff never ceased to amaze me, only inspire me to work harder and think deeper about solving as fast as possible tricky interesting scientific and engineering problems.”
It would seem that Wendman should find putting his time and interest into the 3D printing arena and all it offers to be very fulfilling, and it does sound as if it is a new interest germinating for the physicist. If a brainstorm like this one for causing greater speed in 3D printing is something Mark Wendman can think up and simply jot down for the world in just a few hours, we can only hope to vie for more of his time. We’ll certainly be watching to see how his ideas come together with the potential to transform speed in 3D printing.
Do some of Wendman’s ideas jibe with concepts you think would work for transforming 3D printing in metal? What do you think of the current status of the technology in industrial metal printing? Tell us your thoughts in the Laser Beamlet 3D Metal Printer forum thread over at 3DPB.com.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
Amnovis Expands to the US
Belgian firm Amnovis is a scalable partner for orthopedic innovations. From design to production and regulatory, you can rely on them to take your innovation to market. Coupled with deep...
Scaling 3D Printing Takes More Than You Think; HP’s Webinar Looks at Making It Work Long Term
3D printing is no longer new. In fact, most manufacturers already know what it is, where it fits, and what it can do. But knowing the technology and actually scaling...
Astrobotic Tests Rocket Engine Made with Elementum 3D Materials
Astrobotic has completed a series of hot-fire tests for its Chakram rotating detonation rocket engine, with additive manufacturing (AM) playing an important role in how the engine was built. The...
The Additive Chicken Coop, Part I: Million Dollar Petri Dishes
After decades of tinkering with our individual technologies, billions were poured into speculative claims and optimism. Now the attention is gone, and sometimes it can seem like we’re surrounded by...
































