
Arizona State Students Conduct Study On How to Make 3D Prints Stronger

When working with PLA plastics, one of the more common materials used in FDM based 3D printers, a lot can go wrong during, as well as after the print has finished. During the print process, one little piece of dirt, a  movement of the printer, or uneven calibration could turn your entire project into a chaotic mess of plastic. Likewise, after an object has been printed with polylactic acid (PLA), which is a relatively strong plastic, it could break, snap, or tear under pressure. After all it is still plastic.
movement of the printer, or uneven calibration could turn your entire project into a chaotic mess of plastic. Likewise, after an object has been printed with polylactic acid (PLA), which is a relatively strong plastic, it could break, snap, or tear under pressure. After all it is still plastic.
Students at Arizona State University, including Ben Zimmerman and three others, decided to set out on a mission, for their Senior Engineering Capstone, to determine how to print and process a print, in a way that would create stronger, stiffer, more hardy objects. The project was titled, “Design of Experiment: 3D Printing Parameters and Their Effects on Tensile Properties of Poly(lactic) Acid (PLA).”
There were four factors included in the experiment, which were print orientation, print speed, anneal temperature, and anneal time. For those who are not aware, the process of annealing is simply the heating of an object in an industrial furnace after it has been printed out. Below you will find a chart displaying the various factors which were tested.
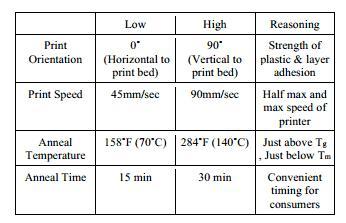
Their findings have revealed some rather interesting and useful information about how to print stronger objects, and how to strengthen objects once a print is complete. Here are their conclusions:
Print Orientation:
The optimal print orientation is horizontal. The 3D printed object should be oriented so that its layers run in the same direction as the pulling force which is being applied to that object.
Print Speed
The optimal print speed in their experiment was 90 mm/sec. At such a rate, compared with a slower 45 mm/sec, the prints had an optimal fracture strength. Fracture strength is simply the amount of load an object can handle before it breaks.
Anneal Temperature and Time
The optimal amount of time and the temperature that a printed object should be placed into the furnace was 30 minutes, at a temperature of approximately 140˚C. Note that the PLA filament was initially extruded at 190˚C.
This study was able to clarify some of the questions people may have about 3D printing techniques and post processing. Zimmerman is active within a thread related to this study on 3DPB.com. Feel free to drop by and ask him any questions you may have about his, and his team’s work.

Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.










You May Also Like
3D Printing News Briefs, June 11, 2025: Sustainability, Automotive Tooling, & More
We’re starting with sustainability news in today’s 3D Printing News Briefs, as EOS has strengthened its commitment on climate responsibility, and Zestep is making 3D printing filament out of eyewear...
3D Printing 50 Polymer Stand-In Parts for Tokamaks at the PPPL & Elytt Energy
Of all the world’s things, a tokamak is one of the hardest, most complex, expensive and exacting ones to make. These fusion energy devices make plasma, and use magnets to...
3D Printing News Briefs, May 17, 2025: Color-Changing Materials, Humanoid Robot, & More
We’re covering research innovations in today’s 3D Printing News Briefs! First, Penn Engineering developed 3D printed materials that change color under stress, and UC Berkeley researchers created an open source,...
Firehawk Aerospace Partners with JuggerBot 3D, Gets $1.25M from AFWERX for 3D Printed Propellants
Texas-based Firehawk Aerospace, an advanced energetic materials firm that works with aerospace and defense applications, announced a strategic partnership with JuggerBot 3D, an Ohio-based large-format 3D printer manufacturer. Together, the...



















