

Endeavor 3D’s Quality-First Strategy for Polymer 3D Printing


If you ask someone to define “quality,” you’ll likely get a different answer every time. At Endeavor 3D, we define quality simply: the ability to meet requirements. Achieving this requires seamless alignment between our internal quality standards and customer quality expectations — a responsibility shared by our entire team. Each step in our workflow, from design to delivery, is driven by standardized workflows and a deep understanding of the “why” behind each requirement. This commitment ensures that every part we produce exceeds the expectations of those who trust us with their projects.
A Tactical Approach
File design and build optimization:
Strategic build optimization and file design form the foundation of quality 3D printing, ensuring customer expectations for time, quality, and cost are achieved. At Endeavor 3D, every part begins with a meticulous review of its file design to optimize both performance and quality. Techniques like lightweighting, which incorporate unique infill patterns and lattice structures, help reduce material usage while preserving structural integrity. This approach allows us to create parts that balance functionality and cost-effectiveness.
Part consolidation further enhances efficiency by eliminating the need for complex assemblies. For instance, an injection-molded air duct originally composed of 14 parts was reverse-engineered and printed as a single, seamless component using Multi Jet Fusion. This eliminated seams that improved airflow, reduced production costs by over 30%, avoided $190,000 in capital expenses, and erased assembly time.
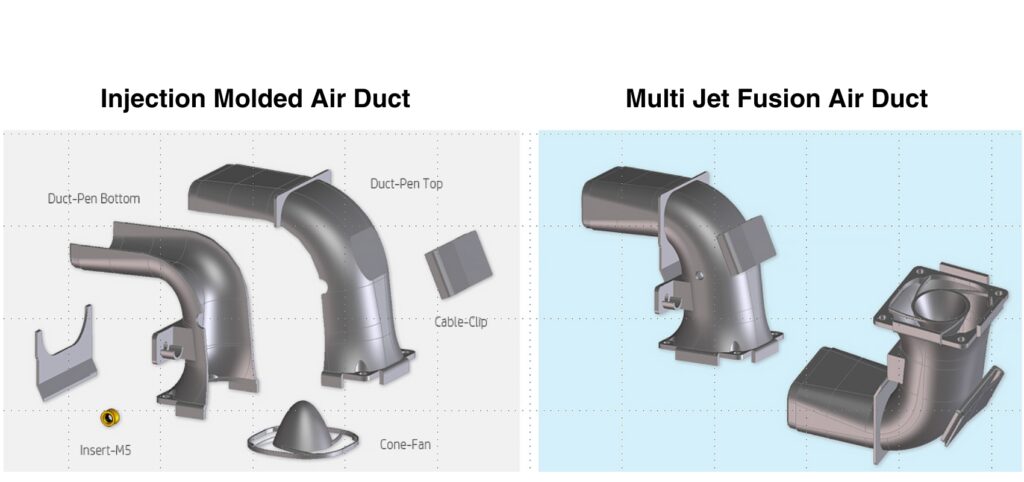
Courtesy: HP 3D Printing
This emphasis on precise file design lays the foundation for a more efficient and tailored build optimization process. At Endeavor 3D we offer three distinct nesting options to meet specific customer project requirements:
- Simple Nesting: Designed for parts with straightforward geometries, this automated process arranges parts quickly and systematically within the build box, supporting faster production runs.
- Optimal Nesting: This method maximizes the build box’s capacity to produce the most parts at the lowest cost.
- Quality Optimal Nesting: For parts that demand a premium surface finish, this approach prioritizes build box spacing to reduce thermal stress, balancing cost and surface quality.
For example, Nylon PA 12 end-of-arm tools measuring 47.5 x 41.3 x 92.5 mm achieve the following nesting part quantities:
| Simple | Optimal | Quality Optimal |
| 130 | 192 | 167 |

3D printed Nylon PA 12 end-of-arm tool
Multi Jet Fusion’s support-free printing process provides freedom in arranging and orientating parts within the build box. Positioning parts closer to the center of the build box, where heat is concentrated and cool-down time is slowest, will achieve nominal dimensions that reduce thermal shock. At Endeavor 3D, we rigorously test the orientation of each design to ensure parts are arranged to meet customer requirements for precision and performance.
Advanced Surface Finishing

DyeMansion PowerShot S post-processing
3D printing offers significant advantages, including high throughput and the ability to produce geometries beyond the reach of traditional methods. However, inconsistent surface finishes can render those benefits ineffective.
DyeMansion PowerShot S allows us to produce parts with intricate geometries, all while ensuring a consistent smoothing process that meets exacting surface finish standards. It uses a combination of smoothing and blasting technologies to improve part durability and eliminate remaining surface roughness.
To ensure consistent surface quality across every build, we address the inherent variability between printers. As our Quality Control Manager, Hughston Young, often says, “No two printers are the same, so don’t treat them as if they are.” This philosophy drives us to understand and optimize each printer’s unique characteristics to achieve high-quality results.
To monitor and control surface quality despite this variability, we include a small circular 3D-printed “puck-like” part in every build. This enables real-time adjustments and ensures consistent results. The Keyence VR-6000 Optical Profilometer complements this process by providing precise surface roughness measurements down to sub-micron levels.
Visual and Final Inspections:

Keyence VR-6000 Optical Profilometer
Quality assurance is a continuous process, with 100% of our parts undergoing thorough inspection. Our product inspection journey begins early in the production phase, immediately after depowdering, where we perform in-line inspections for all orders following ISO 2859 General Inspection Level II with an AQL level of 1.0. This helps us identify potential issues early on, minimizing the risk of defects.
In the final inspection phase, we undergo a rigorous 24-point defect inspection. This gives us a competitive advantage by ensuring that all parts are visually inspected for quality— a commitment that surprisingly many 3D printing suppliers do not offer.
Conclusion: A Commitment to Quality
Quality isn’t just a part of our process — it’s at the heart of everything we do. By aligning internal standards with customer requirements, we ensure each part is optimized for performance and cost-efficiency. As one of the few select HP Digital Manufacturing Network Partners, we’ve undergone an intensive audit process with HP to ensure we are well-equipped with the tools and expertise to minimize downtime and maximize printer efficiency. Our ISO 9001:2015 certification and ITAR registration further solidify our commitment to delivering reliable, high-quality parts. At Endeavor, 3D quality is more than a goal, it’s a promise we deliver on with every build.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
Mikhail Gladkikh on Digital Inventory: “Think of It as Netflix for Manufacturing”
As manufacturers continue looking for ways to reduce supply chain risk, additive manufacturing (AM) is increasingly being discussed as more than just a production tool. Across aerospace, energy, defense, and...
ROBOZE Buys Dimanex Assets to Build “Physical AI” Platform
Dutch firm Dimanex got its start as an MRO platform for the railways. The company had a contract with the Dutch Army in 2018, and later that year signed one...
MORSAN and LEHVOSS Work on 3D Printing for Food and Beverage
For many years, LEHVOSS has made specialized 3D printing materials such as high-temperature polyamide and high-flow PEEK. Now it has teamed up with MORSAN to develop a 3D printing offering...
3D Printing & Drone Dominance: Speed, Performance, and Derisking the Supply Chain
A shift is underway in drone manufacturing. Government programs like the U.S. Department of War’s Drone Dominance, a $1.1 billion effort to deliver low-cost, one-way attack (OWA) sUAS at scale,...


































