
CT Scanner Analyzes Flow in Desktop 3D Printer

CT technology is widely employed in the 3D printing industry, particularly in laser powder bed fusion processes for metals. In those applications, CT serves to enhance understanding of the technology and, more importantly, to inspect finished parts for internal voids or cracks. Breaking new ground, a research team has recently applied CT scanning to examine the hot end of a desktop 3D printer.
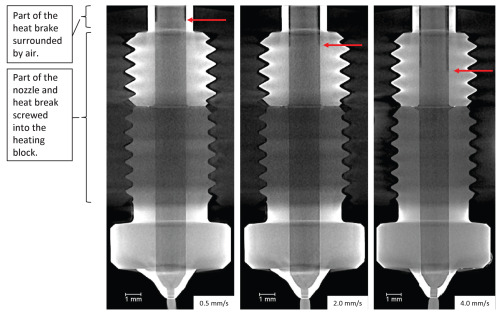
The research team focused their study on a Bondtech LGX extruder paired with an E3D-V6 hot end and a Duet board, all situated close to a CT scanner. For optimal CT scanning, the original heater block was swapped out for a specialized aluminum version. A load cell was implemented to gauge the force required for extrusion through the nozzle. Employing 360° CT scans, the team observed the material during extrusion. The filament used was HIPS, a somewhat unconventional choice, and was laced with tungsten to serve as a contrast agent. Multiple experiments were conducted at varying print temperatures—220°C, 240°C, and 260°C.
The study explored aspects such as wall slip effects, material flow, and the force needed for extrusion. Key findings indicate that increasing the speed of filament extrusion enlarges the melt zone within the nozzle. However, faster speeds also mean the filament has less time to heat and melt. Additionally, at higher extrusion speeds, the filament is more prone to bending as it enters the print head.
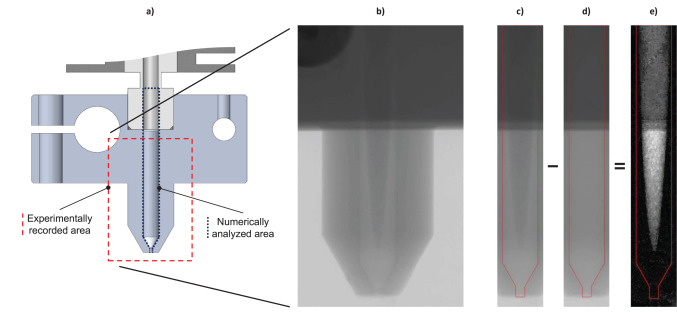
Upon closer examination, the team discovered that the filament remained stationary against the nozzle wall, reaching its maximum speed at the center of the nozzle. They also observed that higher extrusion speeds could generate greater forces, potentially causing extrusion problems. As a solution, the team suggests designing nozzles with longer barrels, particularly for high-speed printing applications. Moving forward, they aim to delve deeper into the inner workings of the print head and investigate the filament’s melting behavior.
The insightful paper was written by Julian Kattinger, Mike Kornely, Julian Ehrler, Christian Bonnet and Marc Kreutzbruck of the Institut für Kunststofftechnik, University of Stuttgart. This is really necessary work and underscores the need for a shift in industry focus. We should spend a lot less time on features, movement speed, and software, and a lot more time understanding and concentrating on the intricacies of what goes on inside the nozzle. Such a deep look at the actual melting could tell us a lot about nozzle design and settings. Perhaps a certain pattern made on the barrel could improve the melt behavior of 3D printers. Maybe a new longer barrel could print much faster much more accurately. Maybe we could test which designs and materials could be optimal as well. We’re a strange industry paying lots of attention on motion control. We fiddle with belts, pullies, calibration and chassis components to make better printers. But the positioning of the nozzle to extrude stuff coherently is the part of the equation that many other companies in other industries are also doing. Meanwhile this extrusion bit, in the remarkably similarly named material extrusion process, is the one thing that makes us unique. The extrusion itself is the key step. And here the key parts are where the filament melts and how, at what temperature and pressure. Subsequently the drop and actual deposition are also very important as is how that drop becomes a track and how this track bonds to the layer below. We’d love to see much more investigation that allow us to see in the printer as it is printing.
A comprehensive analysis of the actual melting process could revolutionize nozzle design and optimal settings. For instance, introducing a specific pattern on the barrel might enhance the melt behavior in 3D printers. A newly designed, longer barrel could potentially lead to faster, more accurate printing. Further, rigorous testing could help identify the best designs and materials for such innovations.
As an industry, we seem fixated on motion control, investing significant effort in tweaking belts, pulleys, calibration, and chassis components to improve our printers. Yet, it’s worth remembering that many other industries are also engaged in precise positioning of nozzles or similar components. What sets us apart is the material extrusion process—specifically, the actual extrusion. This step is critical, and it’s where the minutiae really matter: how the filament melts, the temperatures and pressures at play, and how the subsequent drop and deposition occur. Even the manner in which this deposited material bonds to the layer below is crucial.
I’m curious whether the addition of a contrast agent in this experiment could have influenced the results. If we can account for such variables, the insights gleaned from studies like this could be invaluable. Focusing on elements like wall slip effects and the interplay between printing parameters and actual outcomes could enhance our precision in 3D printing significantly. I’m genuinely excited to see more research in this direction!
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.










You May Also Like
The Market and Industry Potential of Multi-Material 3D and 4D Printing in Additive Electronics
Additive manufacturing leverages computer-based software to create components for products by depositing either dielectric or conductive materials, layer by layer, into different geometric shapes. Since its birth in the 1980s,...
3DPOD 262: Bio-inspired Design for AM with Dhruv Bhate, Arizona State University
Dhruv Bhate is an associate professor at Arizona State University. There, he looks at structures, materials, and design. Previously, he worked at PADT as well as in the semiconductor and...
3DPOD 261: Tooling and Cooling for AM with Jason Murphy, NXC MFG
Jason Murphy´s NXC MFG (Next Chapter Manufacturing) is not a generalist service; instead, the company specializes in making tooling. Using LPBF and binder jet, the company produces some of the...
3DPOD 260: John Hart on VulcanForms, MIT, Desktop Metal and More
John Hart is a Professor at MIT; he´s also the director of the Laboratory for Manufacturing and Productivity as well as the director of the Center for Advanced Production Technologies....


















