Slurry Metal 3D Printing with MetShape – AMS Focus


AM Ventures is the Networking Sponsor for the Bavarian Beer & Pretzels Networking Reception at the Additive Manufacturing Strategies, business summit February 7-9, 2023.
In order to more deeply understand the investment landscape in 3D printing, we will be taking a deeper look at some of its startups. We’ll start with the portfolio of dedicated 3D printing venture capital firm AM Ventures, which has invested in Conflux, DyeMansion, Headmade Materials and many other specialized firms. Most recently, AM Ventures raised a new fund worth €100 million specifically for 3D printing startups.
Among AM Ventures’ portfolio companies is precision metal part service provider MetShape. We spoke to MetShape CEO Dr. Andreas Baum, as well as AM Ventures Senior Associate Alois Hotter, to learn how the company uses a unique metal 3D printing technology to produce small, smooth components at a low cost.
Slurry Metal 3D Printing and MetShape’s Beginnings
MetShape’s history is closely intertwined with that of another AM Venture portfolio firm, Lithoz. Lithoz’s ceramics digital light processing (DLP) was invented at TU Wien in 2006. In 2015, the University of Applied Science Pforzheim worked with Lithoz on porting its technology to metals as a research project dedicated to recycling magnets. Lithoz adapted its technique for metals while the university focused on the tricky debinding and sintering steps necessary for creating dense metal parts. The magnet recycling never panned out but the group did develop a process called lithography-based metal manufacturing (LMM) for the production of high-precision metal components with very smooth surfaces.
 Image courtesy of MetShape.
Image courtesy of MetShape.Also referred to by myself as “slurry stereolithography (SLA)”, LMM is a process whereby a vat photopolymerization system prints a resin loaded with metal particles. The resulting green part is then debound and subsequently sintered. The resulting metal components are precise and, above all, quite smooth, including on internal features—a unique benefit. Once the item is dialed in, series can be made cost-effectively.
In 2019, Lithoz spun out Incus3D to commercialize LMM systems, while MetShape was created as an LMM service provider, as well as an outsourcing partner for sintering and debinding for other processes.
What Are the Advantages of LMM?
During the vat polymerization step, DLP and SLA are typically used. This means that commercially available light engines, resins, and processing technologies can be incorporated into LMM. In the 4 cm3 to 0.1 cm3 range, LMM has particular advantages. Through the innovative LMM technology the spectrum of precise small and micro metal parts can finally be additively manufactured, which has not been possible before.
 A 3D printed medical device component made by MetShape. Image courtesy of MetShape.
A 3D printed medical device component made by MetShape. Image courtesy of MetShape.In the future, we can expect advances in light engines, LED and other projection technologies as well as other machine configurations to accelerate LMM productivity and adoption. Furthermore, progress related to resins could lead to better productivity. Vat photopolymerization is relatively fast and low cost, as far as metal printing technologies are concerned. Handling costs could be reduced with automation going forward. Like many metal 3D printing technologies, the main hurdle is the sintering step. However, LMM may control for this better than other techniques.
Powder bed fusion would be very troublesome and costly for small parts. Binder jet could make sense, but LMM is smoother and achieves greater detail. Some binder jet parts tend to collapse in the green state, as well. Automated post-processing procedures may achieve smooth surfaces, but in a more expensive manner.
MetShape CEO Dr. Andreas Baum told 3DPrint.com, “A crucial factor that needs to be considered when comparing binder jetting to LMM is that the green part produced with the LMM-technology is more solid and even very small parts can be extracted easily out of the printer and can be handled more easily. Therefore, LMM technology is especially suitable for the efficient manufacturing of parts which are smaller than a cube with an edge length of 2 cm. Parts bigger than that can also be manufactured economically with binder jetting, in addition to LMM. These two technologies complement each other and fulfill different needs. LMM provides a higher resolution than binder jet and, therefore, sharper edges and better surface qualities.“
Where LMM really shines is for very small items, or where smoothness is crucial. Slurry SLA processes also allow for the manufacturing of components with smooth internal cavities, holes, channels, and pin structures. For some internal geometries, the technology could be uniquely suited because residual resin can be rinsed from inside structures. This means that you do not have to tap or rely on processes such as abrasion flow machining to get smooth internal channels. For this reason, it could be the lowest-cost technology for making a complex component that is smaller than a cube with 2 cm on each edge. Think of heat exchangers, nozzles, and parts with cooling channels.
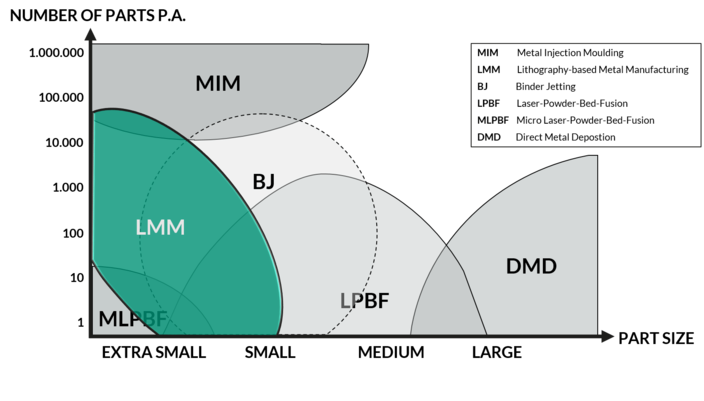 Image courtesy of MetShape.
Image courtesy of MetShape.This may seem like a limitation but it actually allows the company focus. The higher resolution also automatically ensures that if there is overlap the higher value part will mean that customers opt for LMM over binder jet. Furthermore, these kinds of small components are, by their very nature, often very high in value. The stronger green state could also help the firm deal with many more geometries than binder jetting. What’s more, green state collapse is not really predictable and could hinder productivity and the onboarding of customers.
The Master of Sintering
Shrinkage is the bugbear of binder jet and all similar sinter-based technologies. Dr. Baum opined that, with LMM, “the shrinkage which occurs during the sintering process is very reproducible. Depending on the material, it is about 18%. Consequently, we add this proportion to the construction of the green part for our customers, providing a dimensionally precise finished part at the end of the whole production chain.”
The ability to predict can be a real advantage in obtaining a first part quickly. Another advantage is that, during the print, no additional supports are required nor will their subsequent removal require additional costs. Smooth surfaces with up to Ra 2 μm roughness are achievable straight out of the printer, while 1 μm surfaces are doable with automated post-processing technologies, which are qualified by MetShape.
AM Ventures Senior Associate Alois Hotter also highlighted the need to control the sintering process:
¨The key to mastering indirect AM processes is to control the oven-based sintering processes after the green part has been 3D printed. The team around Andreas Baum combines the necessary competences and has unique sintering know-how in close cooperation with machine manufacturer Incus, Pforzheim University, and oven manufacturer Carbolite Gero. MetShape is not tied to any particular technology, which means that the company is always on the cutting edge of technology and can offer its customers new material developments and collaborative projects for highly scalable industrial projects. We are seeing projects where the best surfaces are achieved through optimized process parameters, resulting in three times faster production than classic tool-based manufacturing processes together with a massive reduction in costs.”
Dr Baum echoed AM Ventures regarding the unique advantage of the company’s core debinding and sintering knowledge. Especially with sintering, the team has made gains, allowing parts to be made without post processing.
¨This represents a significant advantage as over 60% of possible applications do not get beyond the prototype stage in additive manufacturing of metal parts due to excessive costs connected to post-processing,” Dr. Baum said.
Not only will this sintering expertise and control allow the firm to pick up business that others cannot, but it also will accelerate its sales cycles. MetShape can more quickly make and price a prototype and go into business with a customer, rather than incurring lag and costs to find out which clients are worthwhile.
What Is the LMM Opportunity?
AM Ventures’ Alois Hotter specified the industries where he predicts MetShape having potential impact, saying, “We are currently seeing a lot of demand in the medical and luxury sectors, which are about to take off. MetShape has gained the experience needed to bring many of the projects to scale. This is really the missing piece to bring the sintering know-how to the industry and enable high volumes in AM.”
In the luxury and jewelry industry, MetShape has already made rings, charms, watch cases, and studs. There, quicker iterations and the ability to reduce waste will accelerate MetShape’s adoption even via some manual processes. Dr. Baum also envisions potential for individualized or custom pieces.
In the medical field, Dr. Baum sees a large number of applications in medical production resources and tools as well as in surgical equipment and in the future also implants, where quality and patient-specific geometries are a good fit for MetShape. Thin walls along with low surface roughness could be key differentiators for the firm in that industry. He also disclosed that the company has already manufactured a wide range of medical devices such as surgical equipment and prototypes for implants.
In small medical instruments, electronics, or small robotics components, LMM could be the cheapest technology, particularly if internal textures, channels, or structures are the driving force. There are billions of integrated circuits, complex assemblies, heat sinks, heat exchangers, electronics, luxury goods, and mechanical assemblies that could use LMM parts. Of these, many millions of SKUs could be 3D printed by LMM much more cost effectively than with other technologies.
Dr. Baum explained, ¨MetShape enables the economic manufacturing of small and micro metal applications even for small and medium annual quantities as well as for large series of up to 100,000 pieces and even more per year and therefore fills a gap that could not previously be covered by either the MIM-technology or other additive manufacturing processes. In comparison to the tool based MIM technology, indirect additive manufacturing does not involve high initial costs or long waiting times for needed tools. Additionally, necessary adjustments can be made more quickly and easily which reduces risks, costs, and time during the development process. In contrast to MIM, MetShape’s additive manufacturing process is enabling small quantities, high variability, and flexibility of the respective part spectrum.”
MetShape is a service provider and scalable production partner for medical, aerospace, industrial, and electronics firms that do not want to operate the complex technology in-house, or want to start with buying parts before fully integrating the technology into their own value chain. .
“Moreover, our production services are especially suitable for highly complex precision parts that are not able to be economically manufactured through milling. Other AM technologies struggle to produce a series of small and micro metal parts due to a lack of accuracy and high post-processing costs. MetShape provides a solution for this as we are able to manufacture ready-to-use parts that do not require cost-intensive post-processing and can go directly into the application of the customer. This extensive know-how along the entire process chain and especially the sinter expertise is crucial for a successful series production.¨
There are few businesses with deep experience in debinding, sintering, and additive manufacturing. MetShape has quite the opportunity in selling its debinding and sintering services and know-how to binder jet and bound metal firms. Should another technology come along that revolutionizes making green state parts, MetShape’s knowledge will still be valuable to it. Dr. Baum also pointed out that the firm is a partner to help customers from their first part all the way to manufacturing, precisely the area where 3D printing has struggled over the years. In helping companies industrialize, MetShape can help itself and the industry accelerate by being a force multiplier for manufacturing using 3D printing.
What Is MetShape’s Starting Position?
One particular strength of MetShape is the founding team’s close relationship with Incus, Lithoz, the University of Pforzheim, TU Wien, and AM Ventures. All of these firms’ futures are bound around a technology that few understand and fewer are investing in.
The Langer family, who are early AM Ventures investors and the owners of EOS, also own a part of Scanlab. This optics provider powers many SLA and galvanometer scanning systems. There is comparatively little research and applications work going on in LMM. But, the work being done at Fraunhofer IFAM is going on in tandem with Incus and company.
MetShape, therefore, finds itself at the eye of the storm with a little understood but highly cost-effective fabrication technology and a network of relatively local fellow travelers surrounding it. Beyond that network, there is currently little wider regard for or investment in this technology.
This sounds exactly like the initial days of powder bed fusion for metals, where a small group of people who were very close to one another were developing a technology. Back in the late 90s and early 2000s, this collective consisted of some Fraunhofers, Electrolux Finland, and a handful of companies. One of those companies would later be sold to Renishaw (MTT), another to DMG Mori (Realizer), another (SLM Solutions) to Nikon, another to GE (Concept) and another remains today the largest firm in 3D printing, EOS. Billions in acquisitions and revenue came from a small technology cluster in Europe consisting of maybe two dozen people initially.
It seems to me a lot like the Langer family is trying to do this again. Once more with feeling. To me this kind of thing makes MetShape’s starting position uniquely strong.
Where Are the Exits?
As a logical extension of business, MetShape would be a great acquisition target for a metal injection molding (MIM) firm. MIM in itself is about a $3 billion industry that is viable for high volume but with high startup costs. The area around MIM with other precision micromachining and manufacturing technologies of small parts is much larger as well. MetShape is more agile and can be used more iteratively in this space, which could lead to its customers winning over traditional machining here as well as just MIM across many volumes. In very competitive markets, MetShape could hasten time to market and reduce costs. Also, there is no need to shift designs, production technologies and specifications from low volume to high volume, which should help the firm penetrate competitive markets.
Industry-specific manufacturing firms in medical or industrial would also be well placed to buy it. In some cases, firms in luxury or semiconductors could decide to acquire it to gain an advantage over competitors. Some firms, for example, excel in some fine finishing processes and has patents in 3D printing watch cases.
MetShape could also scale and become profitable as an independent firm. Prototek or Protolabs, as well as similar firms, could perhaps acquire it in time. A sizable micro machining industry may also find this a company close to their field of work. Contract manufacturing firms, especially in medical, may be interested, too.
All in all, we can see that in smooth, small parts with high precision, MetShape could be the scalable manufacturing partner for industrial, medical, aerospace, and luxury goods firms. I think that its unique positioning, knowledge, and go-to-market could be great advantages in conquering markets that others will find hard to penetrate.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Beyond Generative Design: Can AI-Driven 3D Printing Truly Deliver on Precision?
Artificial Intelligence (AI) has brought a new look to the hardware engineering domain. Using generative design algorithms, engineers put performance parameters and weight constraints together and the program generates complex,...
The Next Phase of EB-PBF Will Be Defined by Beam Control
The bar for metal additive manufacturing has moved. Early on, the question was often simple: Can the machine print the material and produce a dense part? That still matters, but...
The SLS Market, Game of Trucks: Part 2
With the release of the new HP 1200 and the Formlabs X1, we can see real competition from very different segments. From several million dollars to just $20,000, the laser...
Australia’s AMCRC Funds Titanium 3D Printing R&D
In terms of the global economy’s presently existing state, there is no realistic path to economic resilience that doesn’t start with critical minerals security. This is a problem for pretty...