
Freeformer manufactures seals and parts from original soft materials


Design freedom, less weight and material, individuality, high efficiency: additive manufacturing is indispensable for innovative applications, for example in the automotive industry or in lightweight construction. A unique selling point of with the freeformer is that the same plastic granulates can be used as for conventional injection moulding. This means that qualified original materials can be used. The freeformer processes thermoplastic elastomers particularly well. In the APF process it even becomes possible to vary the shore hardness.
With its decades of expertise in plastics processing and size 200-3X and 300-3X freeformers (Fig. 1), Arburg offers experts and beginners innovative solutions for additive manufacturing. Parts made of thermoplastic elastomers (TPE) are a key focus.

Fig. 1: The freeformer 300-3X has three discharge units, making it possible to produce complex and resilient functional parts from TPE, for example, and in hard/soft combination.
APF process offers material freedom
Arburg Plastic Freeforming (APF) offers freedom in terms of materials and is therefore referred to as an “open system”. With the freeformer, users can process their own plastics and optimise process control themselves or access Arburg’s material database. Qualified materials include ABS, amorphous PA and PC, semi-crystalline PP, elastic TPE and special original materials. With the aid of a support material, which is washed away after freeforming, undercuts and complex geometries can also be realised.
TPE parts and seals up to hardness 28 Shore A
In contrast to other additive production methods, Arburg Plastic Freeforming (APF) also allows very soft original materials to be processed and hard/soft combinations to be produced. The FDA-approved original TPE Medalist MD 12130H (hardness 32 Shore A) and SEBS Cawiton PR13576 (hardness 28 Shore A) can currently only be processed using the freeformer, for example into gaiters and axle boots.

Fig. 2: The prototype of a connecting hose for car cooling systems was made from TPU Desmopan 9370 AU (hardness 70 Shore A) using the APF process.
Fully functional prototypes made of soft thermoplastic elastomers are in high demand, especially in the automotive industry. Well-known OEMs and suppliers are turning to the APF process for the development of new products,
- with TPU Desmopan 9370 AU (hardness 70 Shore A) being of particular interest due to its characteristic black colour, impermeability and resilience even in continuous use (Fig. 2). The material is as flexible as rubber, as easy to process as a thermoplastic, and also insensitive to heat and chemicals. Daimler has already produced elastic connecting hoses from this material and used them in the cooling system of a prototype vehicle.
- Also for the automotive sector, GTG Gummitechnik manufactures door seals made of TPE. An additively manufactured sample part for the C column has shown how the development time from a CAD model to the finished functional sample part can be significantly accelerated using the APF process.
- ABS and elastic TPE can be used to make hard housing covers with a soft sealing lip with the aid of support material (Fig. 3).
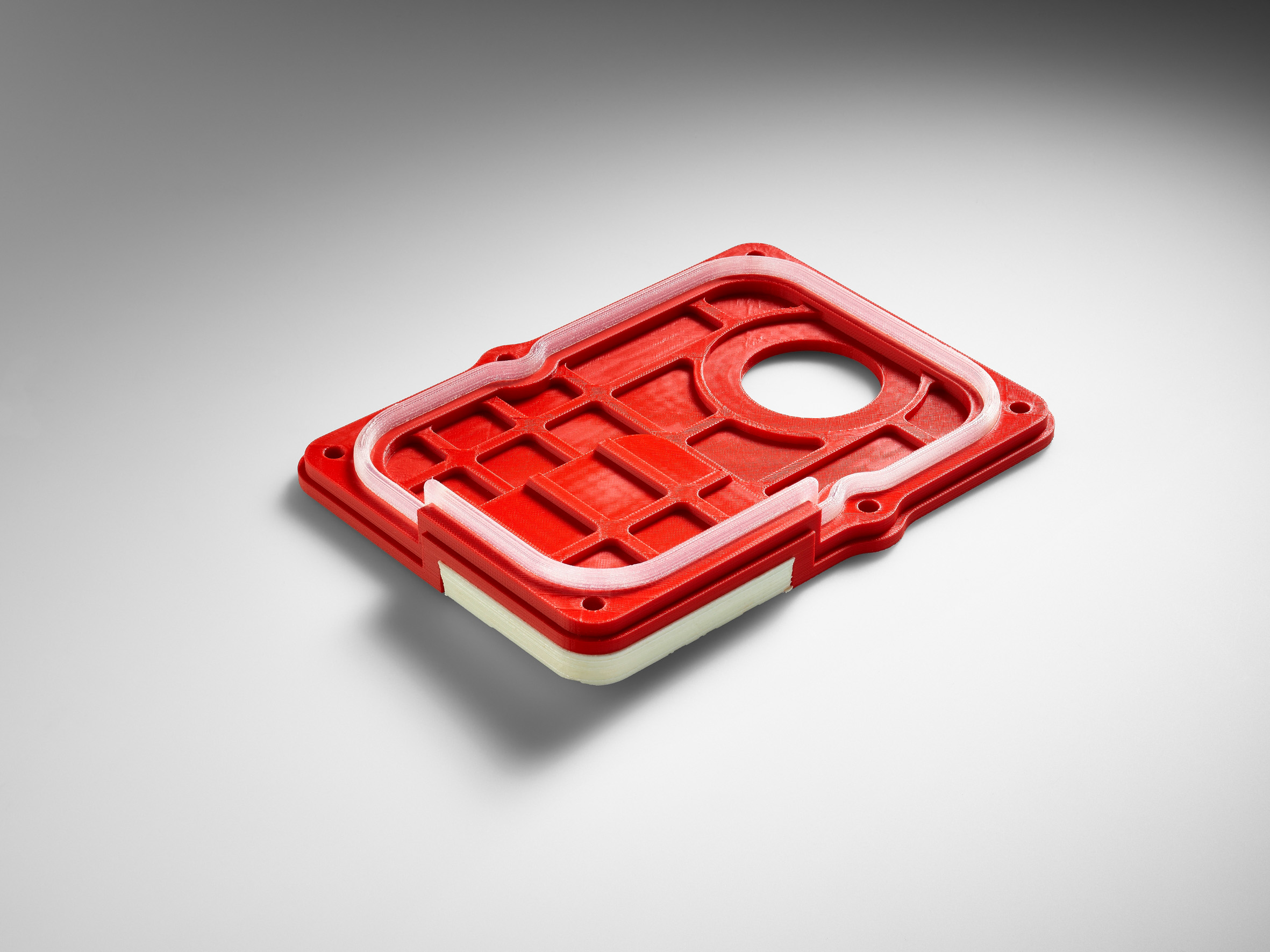
Fig. 3: For the automotive industry, the freeformer 300-3X produces items such as hard housing covers with a soft sealing lip from ABS and elastic TPE using support material.
Part density and mechanical properties changeable
A major advantage of the APF process is that the size and the spacing of the droplets – and thus the density and fill level – can be selectively influenced via the machine parameters. In order to achieve high mechanical strength, the fill level of a part should ideally be one hundred per cent. By changing what is termed the form factor, i.e. the ratio of droplet width to height (W/H), the fill level of a part can be changed while maintaining the same parameters. With the freeformer, it is also possible to vary a part’s fill level via the slicing parameters and to selectively modify its mechanical properties. Different material densities can therefore be realised within a part.

Fig. 4: Using the APF process, the part density can be specifically influenced. TPE Medalist MD 12130H (hardness 32 Shore A) is suitable for the production of flexible honeycomb structures.
- This was demonstrated using the example of a test body with honeycomb structures made of TPE Medalist MD 12130H (Fig.4). This application is interesting for lightweight construction or filter elements, for example.
- In this way, shoe soles can be made from only one material and still be individually adapted to a person’s heels (Fig. 5). One suitable material is thermoplastic polyester elastomer Hytrel® (hardness 40 Shore D) from Dupont. In terms of mechanical load-bearing capacity, recovery behaviour and permanent load, additively manufactured parts have almost the same properties as injection-moulded parts.
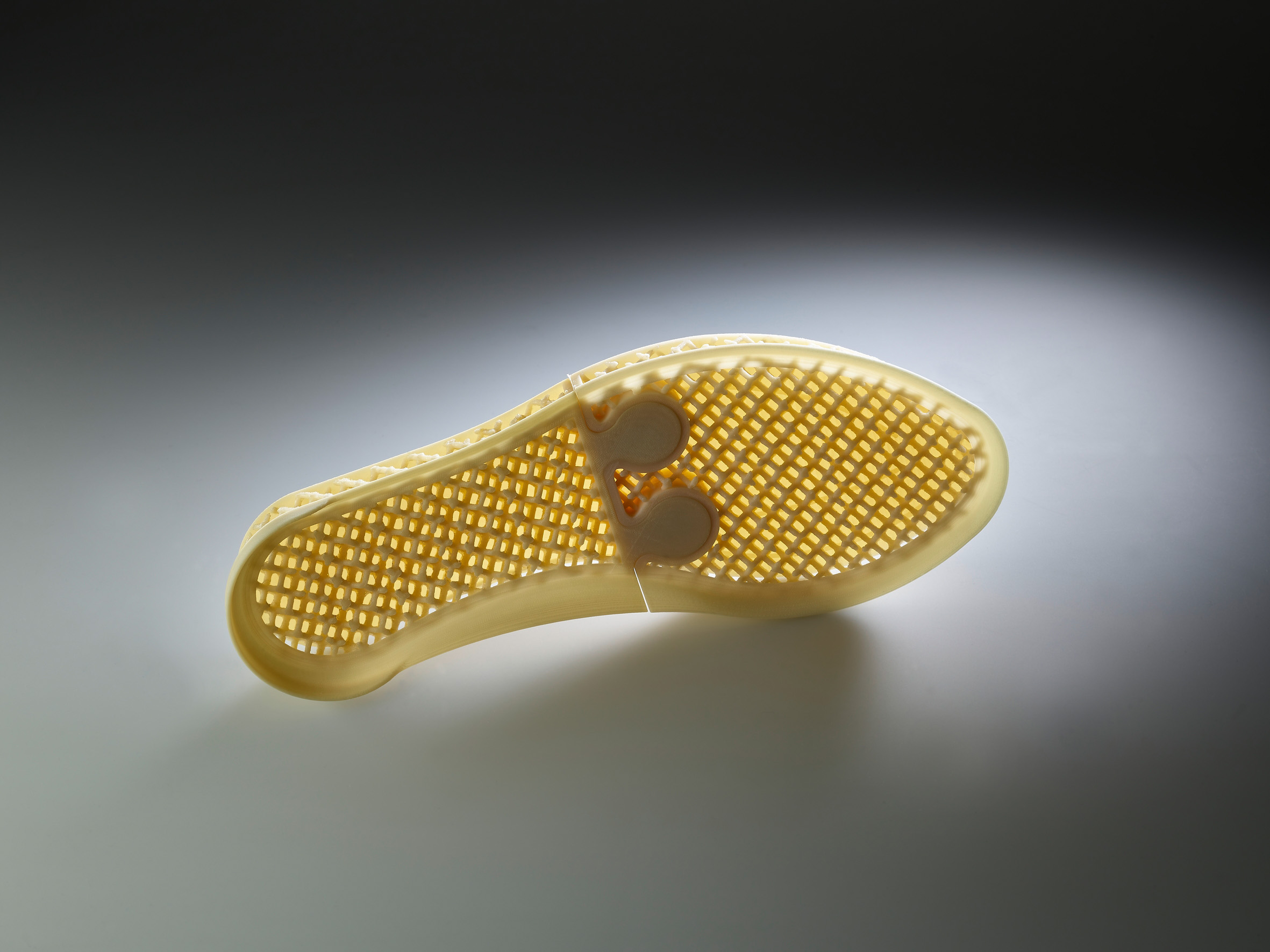
Fig. 5: Flexible yet firm. Using support material, a freeformer processes thermoplastic polyester elastomer Hytrel® (hardness 40 Shore) from Dupont into a flexible shoe sole that can be assembled from two parts.
Complex, functional parts in hard/soft combination
With the freeformer 300-3X, which has three discharge units, complex and resilient functional parts in a hard/soft combination can be additively produced from qualified standard plastics and support materials, i.e. from original materials as used in injection moulding. This is particularly interesting for users who want to produce and test functional prototypes from exactly the same material as in large-scale production of the end product. Examples of products include toothbrush handles with optimised haptics, razors and ergonomic handles for power tools. TPU Desmopan 9385A was used as the soft component for the latter example. In the finger part, the individual PC/ABS sections are moved by joints made of soft TPE (Shore 30 A) (Fig. 6).

Fig. 6: The individual parts of a finger made of PC/ABS become movable thanks to joints made of soft TPE (Shore 30 A).
Operating equipment and adapted grippers
Another field of application is automation solutions and operating equipment. These include, for example, two-component grippers that can be manufactured in a single step using the APF process without additional assembly work. The support material can be washed out easily afterwards. Arburg has designed a two-component gripper for a particularly tricky removal task in its own moulded part production (Fig. 7). Its hard housing is made of PC/ABS, while the soft TPU membrane is positively expanded in the mould using compressed air. This means that the moulded part can be removed reliably at an angle of 15° despite its unfavourable position.

Fig. 7: Operating equipment in hard/soft combination: the freeformer can additively manufacture individual two-component grippers for robotic systems.
From prototype to series product in record time
During the coronavirus pandemic, interest in masks for the nose and mouth in hard/soft combination was and remains particularly high. Arburg also developed an LSR mask of this kind in-house. Thanks to the freeformer, it took only 41 days to go from the first prototype to mass production.
Creating added value
The actual added value of additive manufacturing only fully comes into its own when completely new parts, integrated functions and innovative applications can be realised additively. Only through the right combination of part design, material selection, process, and optimised process control can the potential of this method be fully exploited. Cost-efficiency and part quality can also be significantly increased in this way. If needed, Arburg offers potential customers the opportunity to improve the design of a benchmark part in order to generate added value through the APF’s layer-by-layer construction process.
Freeformers are suitable for clean rooms
All freeformers are suitable for use in clean rooms with a few minor modifications, as customers have already proven. They operate with low emissions, are dust-free, and their build chamber is generally made of stainless steel. An optional robotic interface allows the additive manufacturing to be automated and the freeformer to be integrated into IT-networked production lines. The process quality can be reliably documented and the parts individually traced if required.
Photos: Arburg
Press release
File: ARBURG article Freeformer soft materials 2021_en_GB.doc
Characters: 7,202
Words: 1,808
Contact
ARBURG GmbH + Co KG
Press office
Dr Bettina Keck
Susanne Palm
Postfach 1109
72286 Lossburg
Tel.: +49 (0) 7446 33-3259
Tel.: +49 (0) 7446 33-3463
presse_service@arburg.com
About Arburg
German family-owned company Arburg is one of the world’s leading manufacturers of plastic processing machines. Its product portfolio encompasses Allrounder injection moulding machines with clamping forces of between 125 and 6,500 kN, the Freeformer for industrial additive manufacturing and robotic systems, customer and industry-specific turnkey solutions and further peripheral equipment.
An international sales and service network ensures first-class customer support at a local level: Arburg has its own organisations at 35 locations in 26 different countries and, together with its trading partners, is represented in more than 100 countries. Its machines are produced exclusively at the parent company in Lossburg, Germany. Of a total of roughly 3,200 employees, around 2,650 work in Germany. About 550 further employees work in Arburg’s organisations around the world. Arburg has triple certification, in accordance with ISO 9001 (quality), ISO 14001 (environment) and ISO 50001 (energy).
Further information about Arburg can be found at www.arburg.com
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Australia’s AMCRC Funds Titanium 3D Printing R&D
In terms of the global economy’s presently existing state, there is no realistic path to economic resilience that doesn’t start with critical minerals security. This is a problem for pretty...
3DPOD 305: Automating AM with Grenzebach’s Oliver Elbert
Oliver Elbert‘s over ten years in additive manufacturing have been spent automating LPBF. For large, high-volume, or critical parts, Grenzebach has provided custom automation solutions. Depowdering, powder handling, sieving, heat...
AMPulse Asia: Chinese IPOs, Defense Deals, and Dental 3D Printing Lead APAC Roundup
The second half of June brought a wave of additive manufacturing activity across China, Japan, South Korea, India, and Australia. From Chinese IPOs and funding rounds to defense, aerospace, construction,...
Austal, Curtin University and AMCRC Work on R&D Together
Australia’s Additive Manufacturing Cooperative Research Centre (AMCRC) works with 70 industry partners to deliver collaborative R&D projects. They also work on workforce development and technology transfer. It’s kind of analogous...































