
Startup Accelerator: Holo Wants to 3D Print Millions of Copper Heatsinks Annually


I’m very excited about Holo, a company that aims to take a slurry digital light processing (DLP) technology to sinter metal parts to the heatsinks industry. By creating cost-effective, topology-optimized parts for heatsinks, the firm hopes to gain real traction in processors, inverters, and power electronics. And then, of course, they hope to expand to the many other areas where heat sinks play an important role.
I really believe in application-specific startups with a strong focus on developing technology solutions that deliver real value for customers and end-users within a demarcated use case. I see a lot of opportunities to deliver value for customers particularly where parts are small but high impact and can be optimized via geometry. Rather than be the everything-wish machine, we can now deliver on well-made specific promises. Holo wants to do this by creating an optimized DLP process that uses a slurry to print metal sintered parts which are geometrically optimized to make for the best aluminum heatsinks. What’s more the team hopes that with their technology they can internally optimize topologies that can then outperform other technologies.
Holo has quite the interesting origin, having been born from the the Autodesk Ember DLP 3D printer. Co-Founder Arian Aghababaie started the Innovation Works which made an open DLP technology and was acquired by Autodesk in 2014. This became the Autodesk Ember. After three years at Autodesk, the company took a more focused, less Bass-fishing direction and they were able to spin out Holo three years ago.
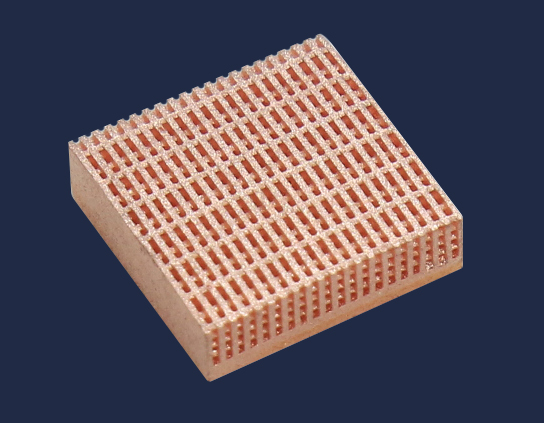
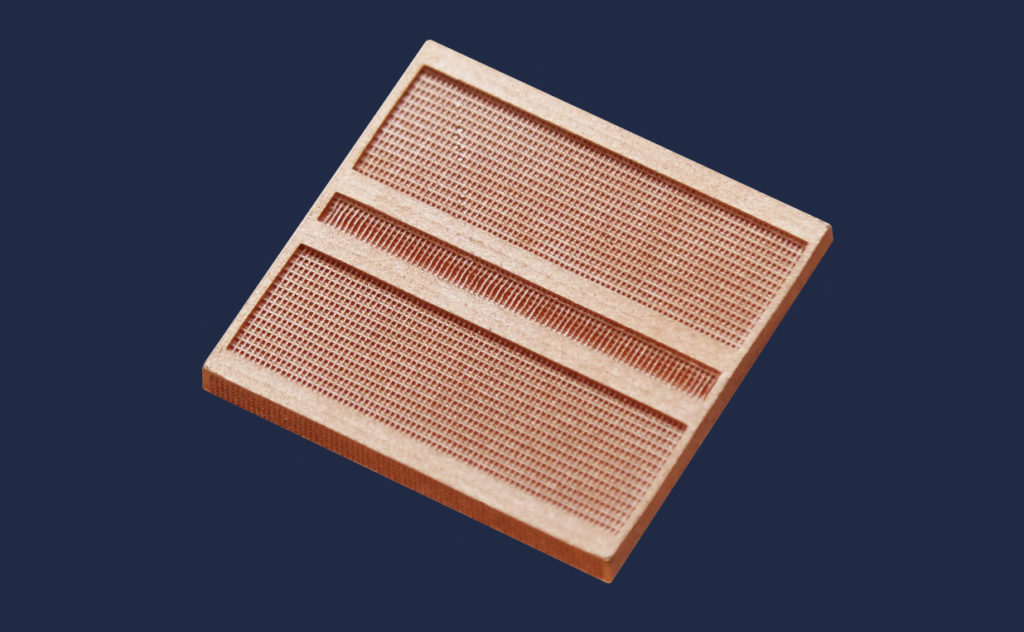
Since then, Aghababaie and the team have been taking the Ember and starting a new fire using the technology to make metal parts. For now, the company has “fully dense, highly conductive, copper parts,” which is exciting enough. We interviewed Aghababaie together with Holo CEO Hal Zarem. The latter was previously the CEO of Silicon Light Machines, 4D Lidar startup TetraVu, and battery startup Seeo, which was sold to Bosch. Zarem said that Holo’s initial customers were “like deer in the headlights” when they explained that they were able to make dense, copper parts at scale and wanted to do so at comparatively low cost.
“I believe powerful designs improve heat transfer applications across many power applications, but, specifically, that doing so cost effectively, actually put tens of thousands of these in products, is our business model.”
Like many companies, Holo is starting out in high-end applications, but it also wants to be on the processors inside your laptop and phone. They’re also looking at exotic applications, such as optimized structures for liquid cooling semiconductors, conformal cooling solutions, data centers, and LGA sockets in air and liquid-cooled devices.
The company is also looking at medical devices, some copper alloys, the ever popular 316L steel, 17-4 steel, composites, and ceramics. For now, Holo has a pilot production line that can produce 20,000 small pure copper parts a month, which they hope to scale beyond this number soon. They see opportunities in both serial production, as well as unique parts.
“In terms of feature size, small structures, and internal topology, we can do things that can’t be done another way,” Zarem said.
Aghababaie says that he hopes to be able to outperform traditional heatsink designs that use fins or skives to dissipate heat.
“As the heat flows through the fins, the heat transfer is not as effective as what we can achieve. We can design structures to enhance or turbulate flow, affect convection coefficient, and even customize part density for a given application,” Aghababaie said.
“Additive becomes valuable by optimizing the surface area of the part and Holo becomes particularly valuable because our slurry process has no depowdering, which means that it can achieve fine, internal channels with an optimized flow path,” Zarem added.
Both believe that while their process has size constraints and its own design rules, the team can develop completely new parts relatively quickly. They do have to generate support strategies and make some design alterations, but iterations are fast and relatively simple when compared to other technologies that make metal parts.
For now Zarem’s priorities are “filling our pipeline with interesting parts. We want to see what costs we can save customers, how we can make high performance parts for them, how we can make parts that can’t be built in any other way and, above all, we want to understand our customer’s needs and our capabilities in meeting them.” They hope that this will be the path for them to grow as a firm to meet the demand for “millions of parts a year.”
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Phillips Corporation Rebrands Additive Hybrid Division, Now Called Phillips Advanced Manufacturing
Phillips Corporation announced that it will rebrand its Additive Hybrid division to become Phillips Advanced Manufacturing. The focus will now be on advanced manufacturing in the broadest sense. Brian Kristaponis...
Arridex Opens Additive Manufacturing Omnifactory in Lagos for MRO & Spare Parts
Arridex, formerly known as the RusselSmith Group, has been building additive manufacturing competence and capacity in Africa for years. Previously, the company got approval to use a Roboze 3D printed...
DREAMing in Dayton: DREAM Symposium Covers AM, AI, Supply Chain, & More
This month, I attended a manufacturing industry event, like I often do. But instead of getting on a plane to New York City, or driving four hours to Youngstown, I...
ORNL Origami Creates Large Foldable Structures
Oak Ridge National Laboratory (ORNL) is using a hybrid 3D printing method to make foldable panels. At the Department of Energy’s (DOE) Manufacturing Demonstration Facility (MDF) at ORNL, researchers turned...































