
TaylorMade Uses Formlabs to Prototype Better Golf Clubs with 3D Printing


Golf company TaylorMade extensively used Formlabs machines to prototype a better golf club. The company’s work illustrates a few key emerging trends: that desktop machines could partially displace services, that desktop machines could be used instead of more expensive in-house systems, and that vat polymerization can be used for more functional prototypes than in the past.

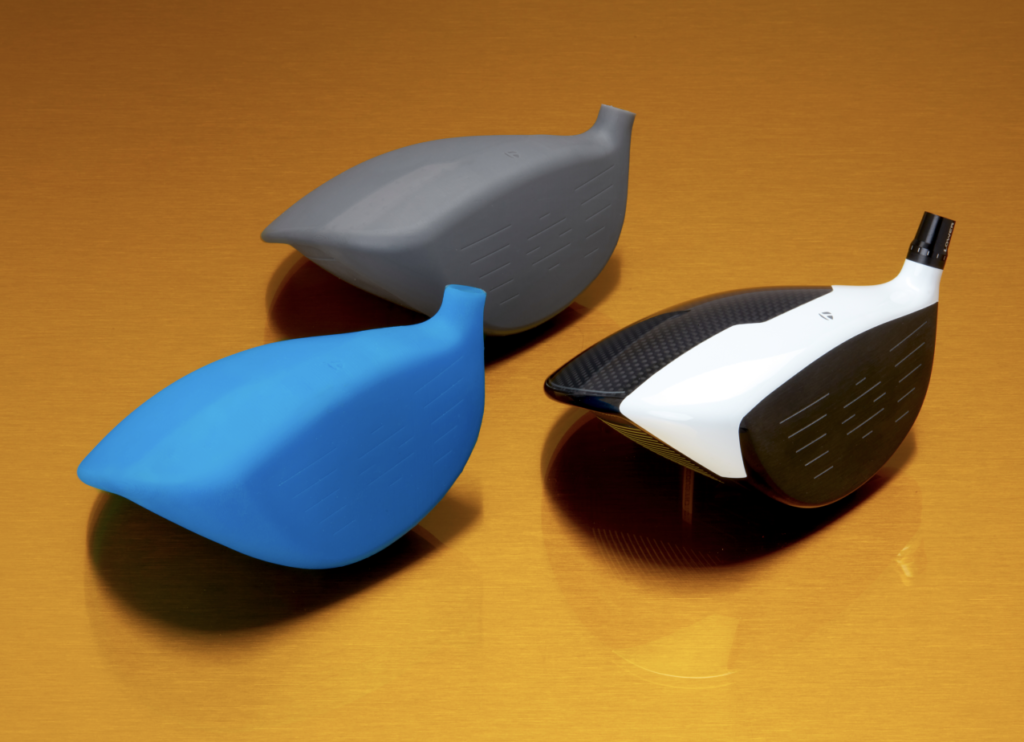
The TaylorMade team wanted to look at the weight distribution in the club head of its new Sim Fairway club. They wanted to “lower the center of gravity, improve turf interaction, and create a more forgiving face.” I’m entirely unsure what the last two terms mean but I love them already. They do just go to show you that, for different markets and products, wholly specific engineering terms and goals can come to center stage. For the team prototyping, 3D printing allows them to see and feel the weight distribution. They used Formlabs Draft Resin for initial parts and then turned to Grey Resin for later prototypes. One benefit that TaylorMade enjoyed was the fast turn around times, the other comparatively low cost, and the ability to combine separate components into assemblies.
By printing parts separately and mating them, the team was able to make full assemblies of all of the various shapes of weighted sole plates. TaylorMade’s Chris Rollins said that “the way the Grey Resin parts would mate together, the resolution of the parts, was something we could not find in many other printers, We had better results by printing parts separately and then combining them together.”
Whereas most service bureaus still consider desktop 3D printers mere toys, we cannot ignore that they are improving. Desktop machines are usually significantly lower cost than service bureau parts. Service bureaus, of course, give you a much broader selection of materials and technologies to work with. A desktop 3D printer will never satisfy all of a large company’s prototyping needs. You’d need several machines with a wide variety of materials and people with expertise to make many different types of parts. Even then, the sheer amount of labor involved in 3D printing and finishing parts means that there will have to be in-house resources available to sand and remove supports from parts. Post-processing costs of 3D printed parts are significant and often not fully taken into account.
Most companies will, therefore, use in house desktop systems for initial prints at the engineer’s desk and turn to services for later functional testing or visual prototypes for photography. Desk-side prototypes are always handy and useful to get the discussion going, but, if you require 100 prototypes that need to fit and be available to test a door handle, it usually won’t work with desktop machines or a quick cost calculation may tell you that the in-house parts could indeed be very expensive for you, with all of the prep and post-processing time.
If it would take you ten minutes per part to do file prep, wash, flash, remove supports, and sand, then that would be 16 hours for 100 parts that would set you back 560 Euro in labor (if you assume its a skilled office worker whose total cost would be 35 per hour). Formlabs actually has a super nifty ROI calculator that lets you play with these numbers. On the whole, desktop machines don’t always make sense, but when they do, they convey significant cost advantages and speed up engineering teams. Many machines worldwide sit idle for want of a CAD designer or new nozzle. To me, the only logical response that services could have is to offer to maintain, service, and support fleets of desktop 3D printers at company locations.

At the same time, talk of mating parts may have some other players in the market worried about their prospects. Higher-end vat polymerization machines and those based on other 3D printing processes could also be displaced by these kinds of systems. In-house systems like PolyJet ruled the high-definition, in-house prototyping world. Now capable of color, these systems are still very formidable, especially for visual prototypes. They’re also more reliable and generally a bit easier to use.
I don’t think that someone is really going to make a decision between a J55 or a J750 and a Formlabs machine just yet. But for many edge cases, it could be an interesting choice. In many instances, you can get five or 50 Form 3’s for the cost of your larger industrial system. If you need large parts, then you must pick the larger machine, but, if you don’t, then a cheaper up-front cost is tempting.
The resin costs of Formlabs systems are significantly less than those of larger industrial systems. And here is where the choice goes from tempting to logical, if you need a lot of small parts, the savings will be significant in the long run. If consumables costs on industrial and prototyping systems remain too high, then lower-cost systems will keep making inroads into the office. In particular, companies new to 3D printing may want to start off with a much cheaper system to get their feet wet. If the Formlabs machines suffice, these firms may never again consider a higher-end machine.
Resins and photopolymers are problematic, from a safety, environment, and cost perspective when compared to many thermoplastics. They also lacked strength, UV resistance, and HDT. A few years ago, only very few firms considered vat polymerization for the prototyping of functional products or form and fit. Improvements in photopolymer chemistry have, however, meant that heat deflection and strength are improving. With high resolution, this may mean that vat polymerization machines could occupy a larger share of the prototyping market.
Still less durable and tough and with higher part costs, due to material cost and support removal, FDM still will be a better choice for most (even with the uglier parts). On the whole, we can see competition between technologies and between machines at very different price points. Services will feel desktop machine growth. Overall, we’re seeing blended usage patterns emerge where companies use many technologies from different vendors to get their 3D printing done.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3DPOD 302: Digital Inventory for AM with Mikhail Gladkikh, Würth Additive Group
Mikhail Gladkikh has worked in oil and gas for many years. With this background, we obviously talk about energy market turbulence and the adoption of AM in oil and gas....
Spectrum Filaments Gets Investment: How They Could Win in Filament
Spectrum Filaments is a long-time high-quality filament supplier based in Poland. With good tolerances, roundness, and consistency coupled with affordable pricing, the firm has been a mainstay for makers, industrial...
NX Atomics and Sciaky Collaborating to 3D Print Nuclear Components
For decades, the nuclear industry has quietly experimented with and implemented additive. Bouyed by the likes of ORNL, companies such as Westinghouse have 3D printed components serially. We have an...
Incodema3D Buys 14 Metal EOS Systems, Now One of the World’s Largest Metal 3D Printer Operators
Recently, a majority stake of 3D printing service bureau Incodema3D was purchased by AFM Capital. Under new ownership, the Freeville, New York company is now using its cash-rich parent for...































