
FDM 3D Printing: Effects of Typical Parameters on Functional Parts


Ahmed Elkaseer, Stella Schneider, and Steffen G. Scholz delve further into the effects of parameters and settings on the quality of parts, releasing the details from their recent study in ‘Experiment-Based Process Modeling and Optimization for High-Quality and Resource-Efficient FFF 3D Printing.’
Reminding us that 3D printing was originally designed for rapid prototyping, centered around the work of engineers, the authors point out that users around the world are now also beginning to rely on such technology for ‘customized mass production of functional parts,’ due to a sufficient evolution of the processes; however, there is still much to be learned and improved. This is especially true as users continue to innovate within so many different applications, from automotive to aerospace to construction, and so much more.
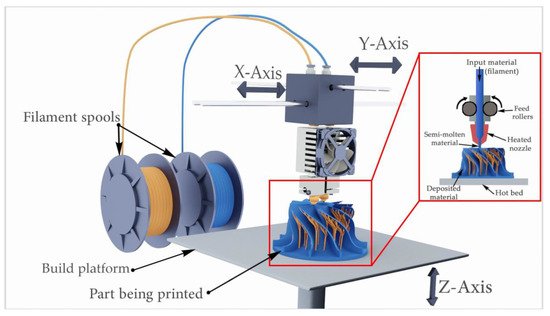
A schematic of the fused filament fabrication (FFF, FDM, Material Extrusion) process.
This study focuses on FDM (FFF, Material Extrusion) 3D printing as the authors examine what is accurately depicted as ‘a large number of individually adjustable printing parameters,’ and why defects and problems so often occur. Noting that PLA is a popular material in 3D printing, enjoyed due to its more environmentally friendly nature and ease in use, the authors analyzed the following on a test structure:
- Infill percentage
- Layer thickness
- Printing speed
- Printing temperature
- Surface inclination angle
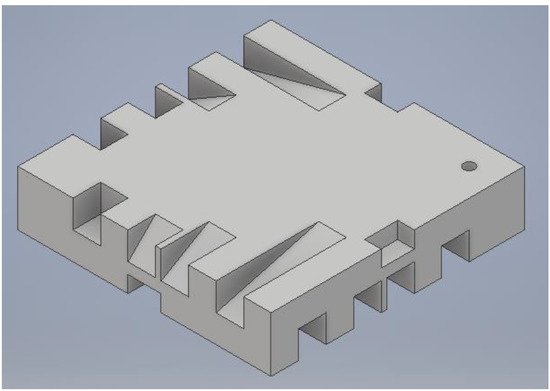
CAD model of a test sample (10 mm × 46 mm × 46 mm).
Simplify3D was used as slicing software, with test samples 3D printed on the Zmorph 2.0 SX.

Zmorph 2.0 SX.
The authors reported that for this study, printing parameters remained the same for all experiments.
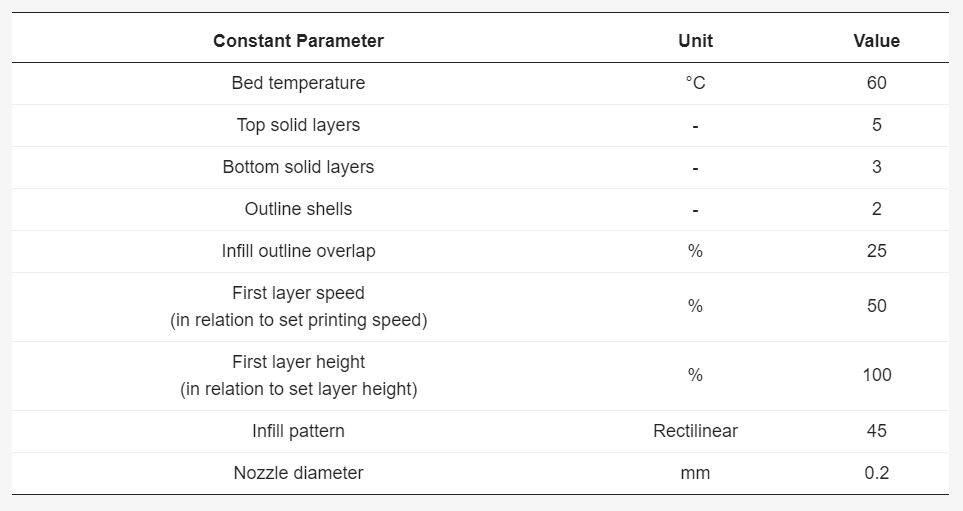
Printing parameters maintained constant during trials.
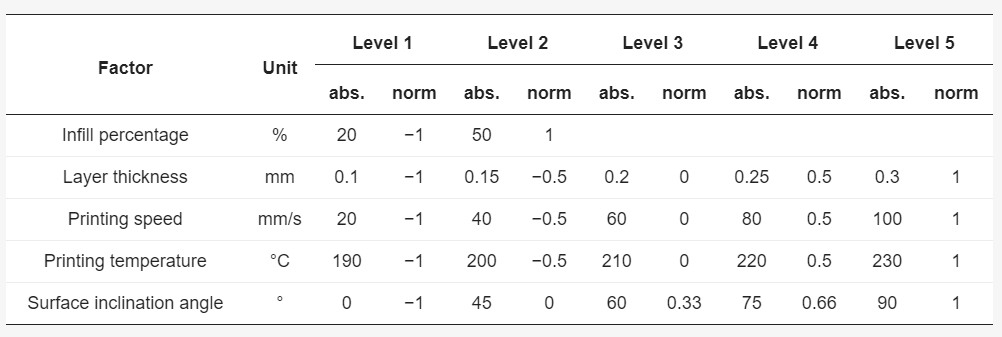
The controllable factors and their absolute and normalized level values.
Three samples were 3D printed, allowing the researchers to average the process responses, measure the importance of the process responses, evaluate accuracy, and calculate percentage errors.
“For the surface roughness, Ra, the stylus-type profilometer MarSurf GD 26 was used,” stated the authors. “A sample length of 4 mm was traversed by the stylus. For each run, the roughness at the concerning inclination angle was measured at three samples and the average was calculated.”

Stylus profilometer MarSurf GD 26.
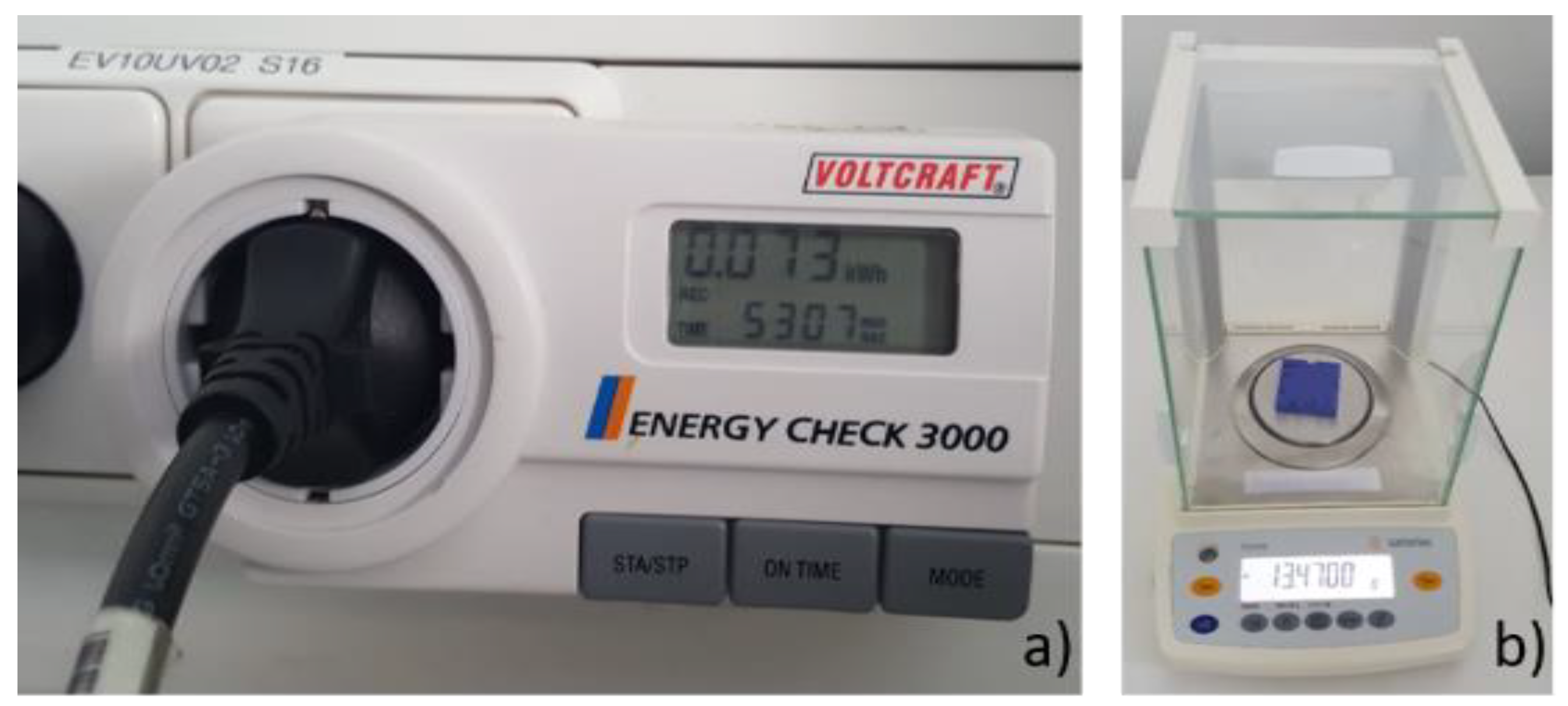
(a) Energy measuring device Voltcraft Energy Check 3000 and (b) analytical balance Sartorius Extend ED224S.
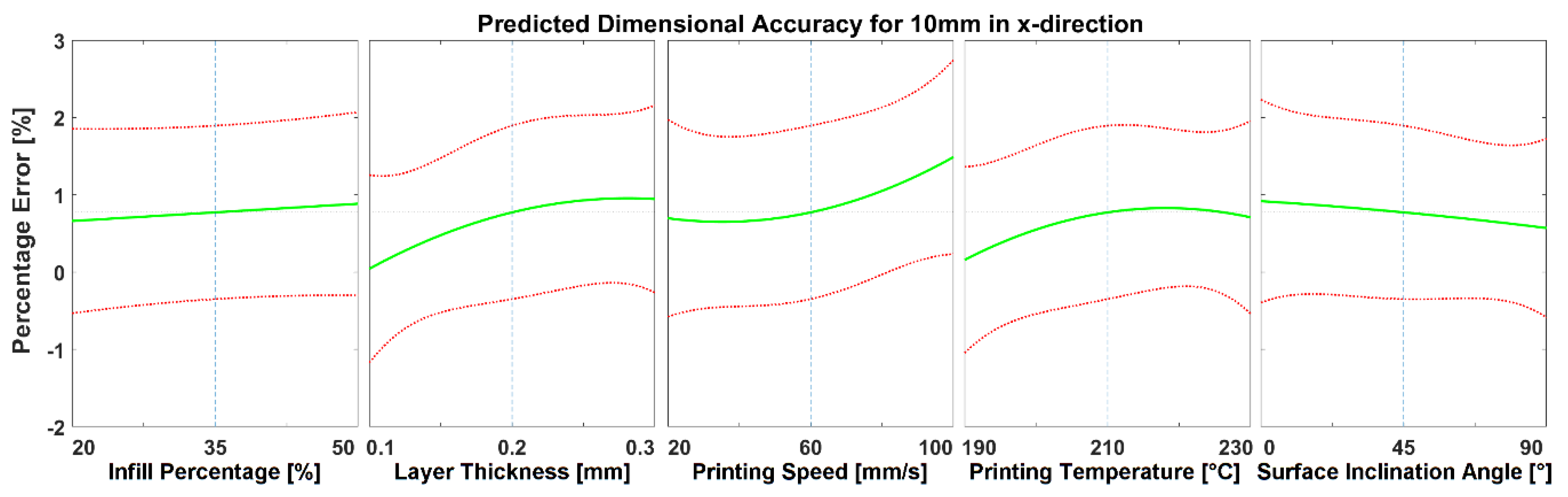
Predicted effects of changes in process parameters on the error% for dimensional accuracy of 10 mm length in the X direction.
The effects of the parameters used were analyzed in relation to:
- Surface roughness
- Dimensional accuracy
- Productivity
- Energy consumption

Predicted effects of changes in process parameters on the error% for dimensional accuracy of 10 mm length in the Z direction.
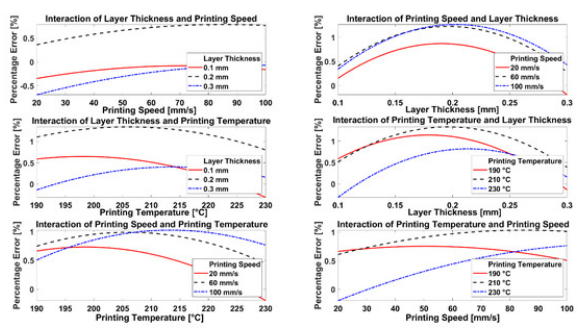
Effects of interaction of parameters on measured percentage error for 10 mm length in Z direction.
“Considering all the parameters, dimensional accuracy is mainly influenced by layer thickness and printing speed, whereas the surface roughness depends on surface inclination angle and on layer thickness. Energy consumption and productivity are primarily affected by printing speed and layer thickness. Although interactions between printing parameters can be beneficial for the required outcome, they can also hamper the process,” concluded the researchers.
“Generally, it is apparent that layer thickness and printing speed dominate the other parameters in their importance and usually define the outcome of the printing process. However, on the other hand, there will be a trade-off between layer thickness and printing speed to ensure part quality and resource usage, which must be resolved in order to obtain high-quality and resource-efficient built parts.”
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
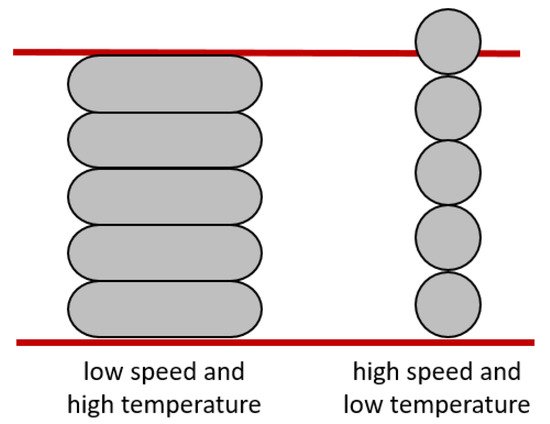
Effect of printing temperature and printing speed on the dimensional accuracy in the Z direction.
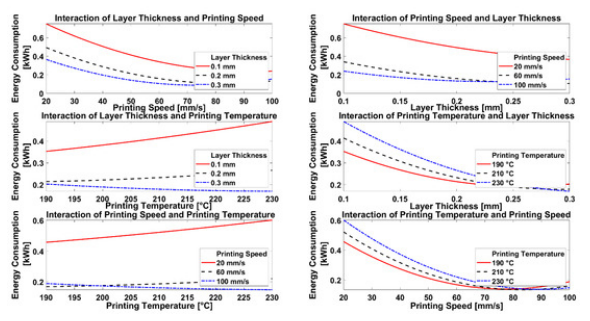
Effects of interaction of parameters on measured energy consumption.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Beyond Thermoplastics: Why JuggerBot Is Betting on Hybrid AM
For years, thermoplastics have been the workhorse of additive manufacturing (AM). They are pretty easy to process, available, and compatible with many of today’s industrial 3D printers. From prototypes to...
RIC Robotics Collaborates with K4k Construction on 3D Printed ADU in Sacramento
In 2024, RIC Robotics, the additive construction (AC) firm based in Denver, completed the build of an accessory dwelling unit (ADU) in Walnut, California, which was apparently an industry first....
Printing Money Episode 40: 3DP/AM Deal Analysis and More with Matthias Schmidt-Lehr, AMPOWER
Welcome to Printing Money Episode 40. Matthias Schmidt-Lehr (AMPOWER, Executive Partner) joins Danny for this episode and we are very thankful to have him back. In Episode 40, Danny and...
Additive Manufacturing at a Crossroads
Additive manufacturing is at a crossroads. Simultaneously, we find ourselves between certain very different modalities, applications, and industries. Rather than being able to explore them all, companies will now have...




































