
Malaysia: Comparing 3D Printed and Conventionally Manufactured Ankle-Foot Orthoses


An ankle-foot orthosis (AFO) is a support brace, or splint, that surrounds the region above the ankle down to the foot, and is used to treat disorders like foot drop and flat feet. Conventional methods of manufacturing used to make AFOs can take a long time, which is why 3D printing is being used more often to fabricate these.
A team of researchers from Universiti Putra Malaysia (UPM) published “A Comparative Analysis between Conventional Manufacturing and Additive Manufacturing of Ankle-Foot Orthosis” that looks at the recent research on 3D printed AFOs, and compares ones made with conventional manufacturing (CM) and additive manufacturing (AM), in addition to mechanical properties of 3D printed AFOs.

An example of an ankle/foot orthosis (Image: EOS)
“Most of the AFO CM methods start with the creation of plaster casts to produce a positive mould which is then used as a reference to shape the AFO via either thermoforming polymer or carbon fibre sheets lay-up [1],” they wrote.
“Current researchers tried to devise a new method that eliminates the use of plaster and could directly skip to the AFO production. Thus, 3D printing was introduced in the AFO manufacturing to reduce the production stages and the time taken for the AFO production.”
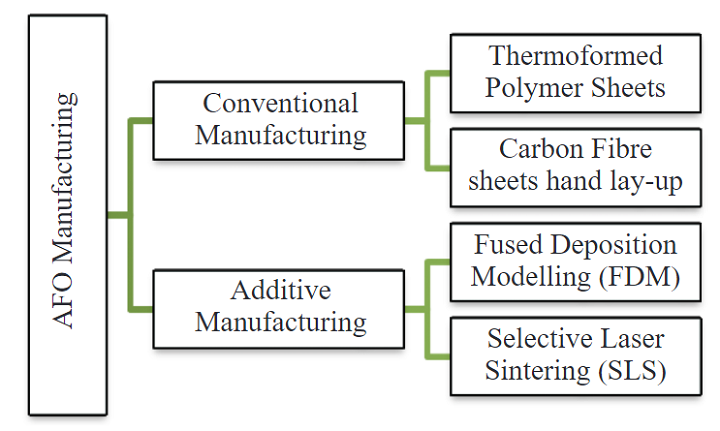
Figure 1: Manufacturing methods in AFO manufacturing.
AFOs made with CM typically use lightweight, inexpensive thermoformed polymer sheets, as they are “aesthetically pleasing” and can be easily shaped to a patient’s foot/ankle. Whether it’s made with 3D printing or not, a good AFO should be durable and form-fitting, lightweight, and cost-effective – qualities that both CM and AM should be able to satisfy.
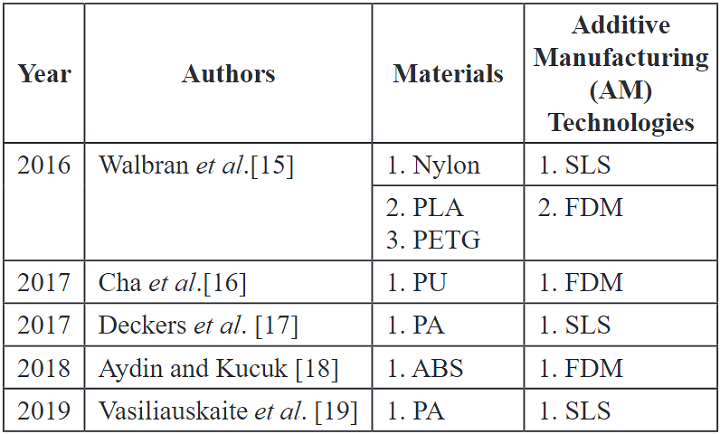
Table 1: Recent research on 3D printing.
Multiple types of materials, ranging from nylon and PLA to PETG and ABS, have been used to fabricate AFOs, and Fused Deposition Modeling (FDM) and Selective Laser Sintering (SLS) seem to be the most popular methods. FDM melts thermoplastic filaments, then extrudes them through a nozzle to form shapes, while SLS uses a laser beam to sinter powdered polymer materials, then binds them together to make the model.

Figure 2: Cross-section of SLS 3D printer while printing AFO.
FDM printers have at least three stages – pre-processing, production, and post-processing – and with SLS printing, the AFO needs to be moved to a cleaning station so the excess powder can be separated from the 3D printed parts.
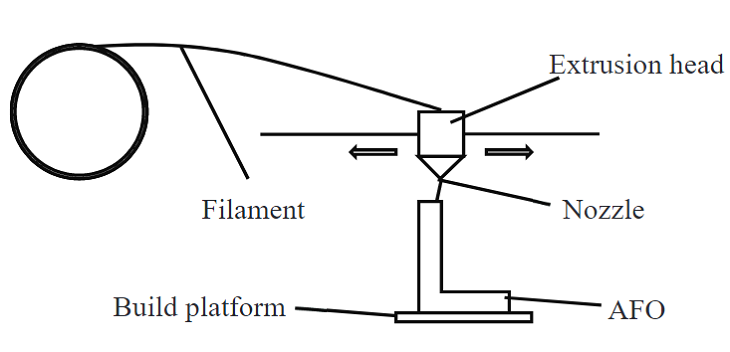
Figure 3: FDM 3D printer.
“Although SLS and FDM are frequently used to manufacture and fabricate an AFO, both of these technologies work differently from each other,” the researchers write.
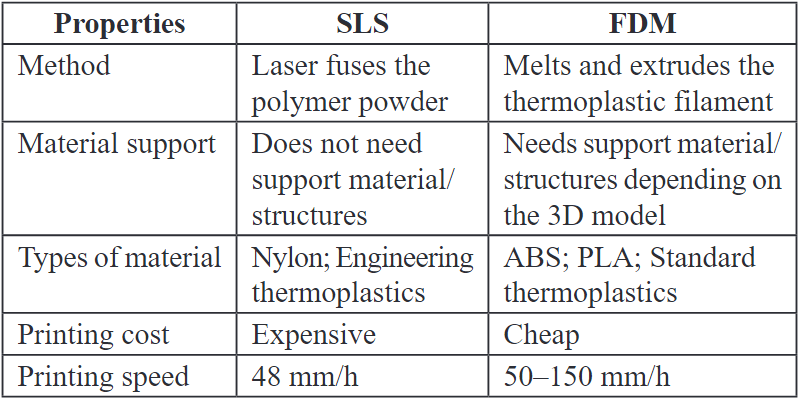
Table 2: Comparison between SLS and FDM (21)
There are several differences between making an AFO with CM and making it with AM. The first begins with a manual plaster casting, which is wrapped around the patient’s ankle/foot region and removed once hardened; this is later used to make a positive model.
“Once the model is obtained, a trim line is drawn on the mould following the P&O standards. After that, a thermoformed plastic sheet is shaped by wrapping it around the positive model by using the vacuum moulding method to get a form-fitting AFO,” they explain. “After the AFO cools down, it is cut or trimmed according to the outline that has been traced on the positive mould.”
The trimmed line is grinded and smoothed, and Velcro or straps are finally added. This lengthy process requires “delicate hands-on skills.” 3D printing, however, requires a different set of skills. Forget about the plaster cast – a 3D scanner can measure the limb, and CAD/CAM software makes it easy to adjust the AFO with less waste.

Table 3: Comparison between CM and AM.
“This shows that AM leans more towards a design-driven process,” the team writes.
“The process of AFO manufacturing is directly skipped into the production phase where each part of the AFO is directly manufactured from the 3D CAD file. It does not involve any lengthy process of positive mould creation and rectification, thus reducing the production time.”
The researchers also looked at the characteristics, and mechanical properties, of CM- and AM-produced AFOs. The below table shows that the Young’s Modulus and tensile strength in 3D printed AFOs are similar to that of conventionally manufactured ones – meaning that the original strength of CM-manufactured AFOs is not compromised when using AM.
“Thus, this proves that using AM could be more beneficial compared to the CM method due to the close similarities in strength and stiffness as shown in Table 4, but with a simpler manufacturing method and required skills as well as reduced production time as shown in Table 3,” they wrote.
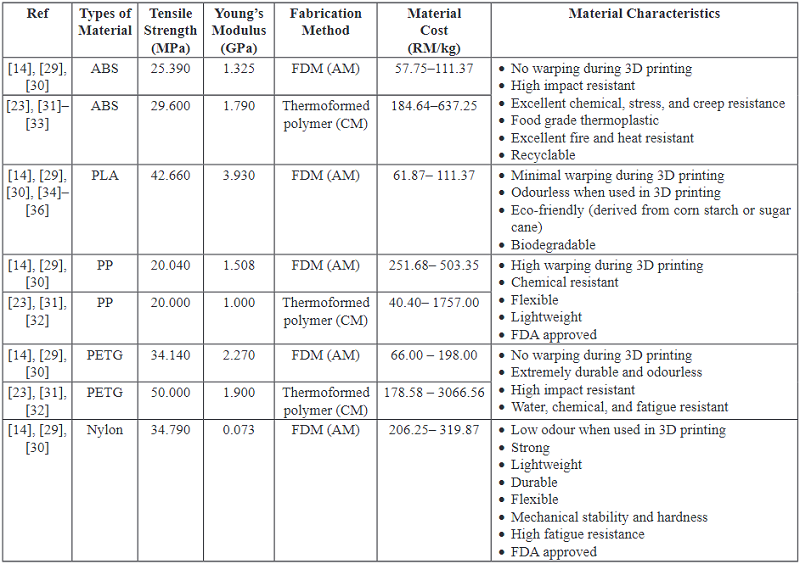
Table 4: Comparison between CM and AM properties and material characteristics.
You do need to watch for warping when 3D printing AFOs, which is why it’s imperative to pick the right materials. Polypropylene (PP) has an organized, semi-crystalline structure, so the material will cool down and solidify differently, leading to a high warping rate. But, amorphous polymers ABS and PLA have less chance of shrinkage or warping due to their “disorganized polymer chains,” and inexpensive PLA also has great tensile strength.
“Results from this review show that most current researches use Fused Deposition Modelling (FDM) or Selective Laser Sintering (SLS) for AFO manufacturing, and the materials used are mostly thermoplastics such as Nylon and Polyamide (PA),” the researchers wrote. “The results also show that the tensile strength and Young’s Modulus of a 3D-printed AFO could reach as high as 43 MPa and 3.9 GPa, respectively. It can be concluded that 3D printing provides wider opportunities in the development of AFO due to its versatility in optimizing complex geometries, time and weight savings, as well as its cost-effectiveness.”
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
The SLS Market, Game of Trucks: Part 2
With the release of the new HP 1200 and the Formlabs X1, we can see real competition from very different segments. From several million dollars to just $20,000, the laser...
3D Printing News Briefs, May 2, 2026: Soft Robots, Agricultural Waste, & More
In this weekend’s 3D Printing News Briefs, we’ll start off with a multi-laser metal powder bed fusion 3D printer and post-processing news. We’ll end with research into soft robotics and...
3D Printing News Briefs, April 4, 2026: 3D Printed Food, Cocoa Press, & More
We’re starting off with 3D printed food in this weekend’s 3D Printing News Briefs, followed by some business news about Cocoa Press. Then we’ll move onto a metal additive manufacturing...
3D Printing News Briefs, March 28, 2026: TCT Asia, Distribution Agreement, FDA Clearance
We’re starting 3D Printing News Briefs this weekend with some news out of TCT Asia, and then moving on to a metal AM distribution agreement between MULTISTATION and WAAM3D. We’ll...
































