
Italian Researchers Characterize Polyetherimide (PEI, ULTEM) Based Materials in FDM 3D Printing

Researchers from Italy look further into the study of materials for digital fabrication, releasing their findings in the recently published ‘Methods for the Characterization of Polyetherimide Based Materials Processed by Fused Deposition Modelling.’
With a focus on FDM 3D printing, the authors of this study develop new tests for evaluating printed parts—a manufacturing process involving critical parameters such as:
- Nozzle diameter
- Temperature
- Printing speed
- Feed rate
- Bed temperature
- Raster angle/width
Settings are directly related to strength in mechanical properties, with previous research literature focused on raster orientations and resulting tensile strength, layer thickness on elastic performance, and how voids in parts affected tensile properties.
With a focus on FDM 3D printing, the researchers characterized two aerospace qualified ULTEM 9085 samples with the following:
- Tensile test (ASTM D638)
- Flexural test (ISO 178)
- Short-beam shear test (ASTM D2344M)
“The ASTM D638 tensile test and the ASTM D790 or ISO 178 flexural test are both widely used standards for testing polymeric materials processed by injection or compression molding. Thus, practitioners might be interested in extending their implementation to the characterization of the mechanical properties of FDM printed parts,” explained the researchers. “Unfortunately, these standards do not account for the presence of voids that are unavoidable in FDM. In addition, they were not specifically developed to characterize the interlayer bonding which influences the mesostructures of FDM printed parts.”
The filaments being tested, two commercial grades of polyetherimides (PEI), were characterized by thermal analysis, and then were subjected to mechanical tests.
“For each material type, the sample dimensions were varied to unveil their effect on the mechanical properties,” explained the researchers.
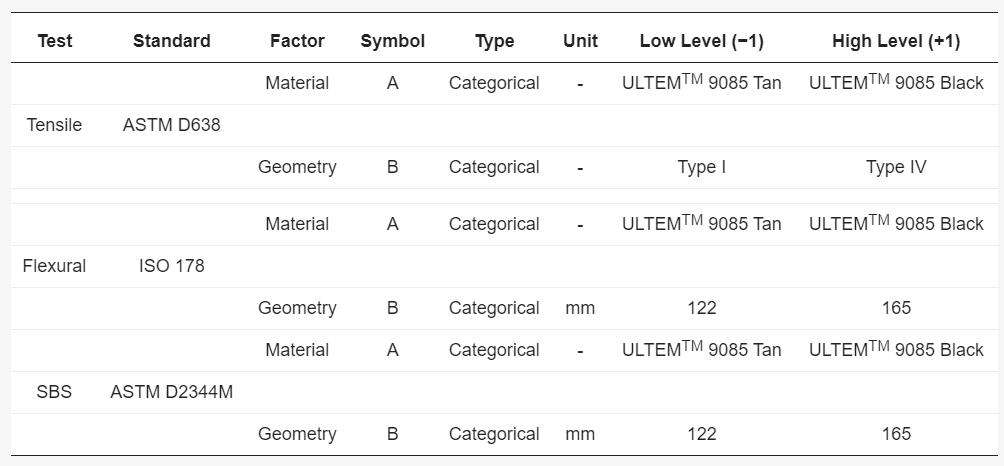
Experimental plans. Factors, levels and responses for each investigated test.
In terms of variables, material was considered Factor A and specimen geometry was considered Factor B. Materials were printed either in tan or black ULTEM 9085:
- Material was varied at 2 levels by printing either tan or black ULTEM
- The b = 2 levels for the specimen geometry were selected depending on the test used to get the mechanical properties.
- For the tensile test (ASTM D638), the b = 2 levels correspond to the Type I and Type IV as defined by the standard.
- For the flexural (ISO 178) test and the short beam strength (SBS) (ASTM D2344M) test, the b = 2 levels were obtained by printing bars with different lengths (L) (i.e., L1= 122 mm and L2 = 165 mm).
“The choice of these two values for L was motivated by achieving a right trade-off between the specimen length required by the tensile test and the specimen length fixed by the flexural or SBS test,” stated the researchers. “The reason why we decided to investigate the effect of the specimen geometry was to consider the effect of interlayer cooling. In fact, as reported by the literature, the weld temperature decreases at a rate of approximately 100 °C/s and it remains above the glass transition temperature for about 1 s.”
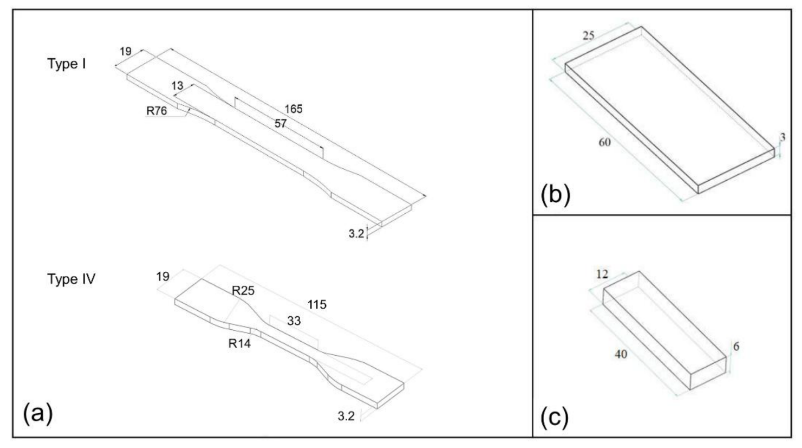
Dimensions (in mm) of the specimens. (a) Tensile test specimens (ASTM D638 type I, IV); (b) flexural test specimens; (c) short-beam shear specimens.
“A wide peak at 185 °C and a shoulder at 140 °C were observed for the tan sample. For the black sample, the peak and the shoulder shifted to 195 °C and 148 °C, respectively,” stated the researchers.
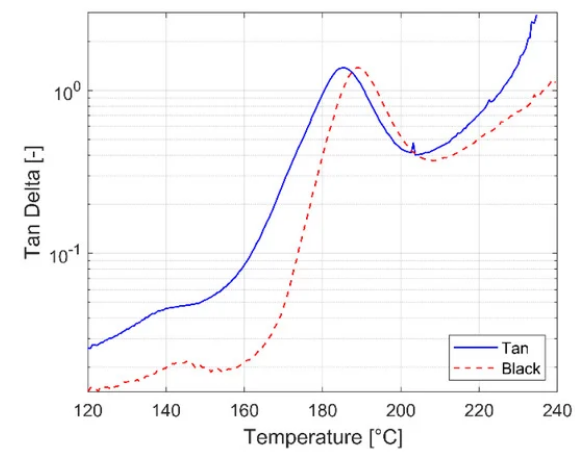
Tanδ versus temperature for ULTEMTM 9085 tan and black.
In the case of the tan sample, two ‘distinct’ thermal transitions were present. For the black resin, there was only one. And while these results are in line with other assessments of PEI blends in the past, the researchers noted too that the DSC test was not able to resolve thermal transitions.
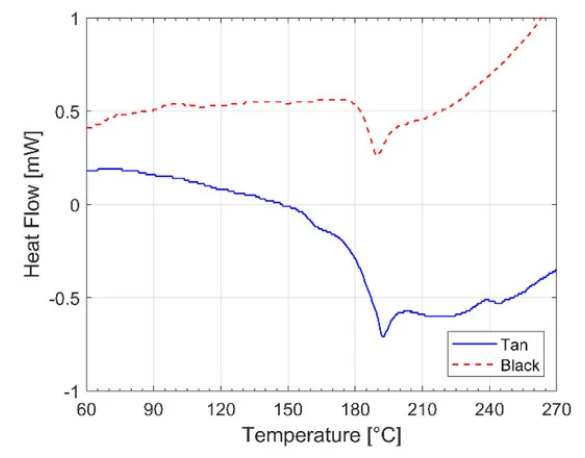
Differential scanning calorimetry for ULTEMTM 9085 tan and black.
Out of all the tests, the short-beam shear test was the only assessment capable of differentiating between the materials:
“This result strictly depends on the test configuration that privileges the effect of the shear stress internal to the specimen under the loading condition, and the key role played by the interlaminar bonding in the mechanical properties of FDM printed parts,” concluded the researchers.
“More research is needed to address the correlation between printing parameters and the mechanical properties of printed materials. The need for improving the understanding of correlations and for enlightening the anisotropic behavior is of utmost importance in view of the increased use of reinforced materials in FDM to satisfy the need for structural components. Mechanical tests such as double cantilever beam (DCB) or end-notched flexure (ENF) test could also be considered in future research in view of designing a new test standard for FDM.”
Research projects continue to focus on improved mechanical properties in 3D printing, from the use of color to additives to studying porosity and biocompatibility. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
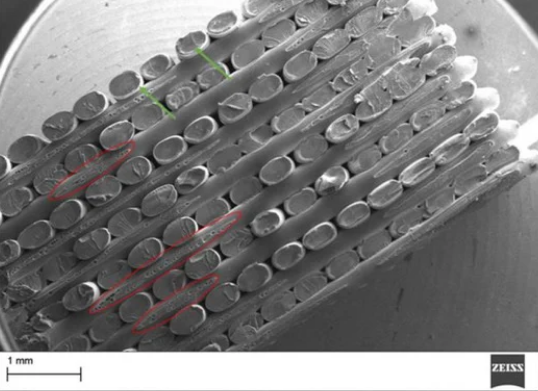
Fracture surface morphology for a tensile sample (tan resin). Red ellipse highlights the adhesive failure on the transverse rasters. The green arrow highlights the yielded longitudinal rasters.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.










You May Also Like
Consolidation in AM: How 2025 Is Shaping the Industry’s New Normal
The first half of 2025 has been marked by a clear shift in the additive manufacturing (AM) industry. Companies are no longer just focused on developing new tech by themselves....
Etsy Design Rule Change Reduces Selection of 3D Printed Goods
Online marketplace Etsy has implemented a rule change requiring all 3D printed goods on the site to be original designs. The update to the site’s Creativity Standards states, ¨Items produced using...
U.S. Congress Calls Out 3D Printing in Proposal for Commercial Reserve Manufacturing Network
Last week, the U.S. House of Representatives’ Appropriations Committee moved the FY 2026 defense bill forward to the House floor. Included in the legislation is a $131 million proposal for...
Transforming From Tourist to Native: Duro CEO Michael Corr Explains Why the Company Rebuilt its PLM Software on AI
In these early innings of the AI boom, many market analysts have expressed concern that AI spend has gotten too far ahead of the technology’s proven ability to deliver significant...


















