

Monitoring the Laser Powder Bed Fusion 3D Printing Process with Spectroscopy to Detect Defects


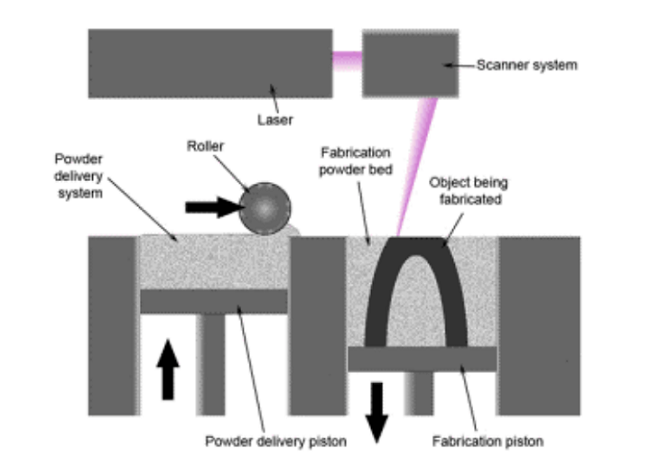
Diagram of laser powder bed fusion system.
Laser powder bed fusion 3D printing, one of the most well-established processes for producing metal parts, uses a powder bed of material to build a part layer by layer. The part is formed when energy is put into the powder to fuse it together, which can achieve parts with high resolution at high productivity.
Unfortunately, a lot of things can go wrong and cause defects in metal parts made with powder fed fusion 3D printing, such as cracking, root concavity, residual stress, porosity, balling, delamination, microstructural impurities, and surface defects. 3D printed metal parts with defects can cause safety issues and compromised functionality, and while some issues can be detected and fixed during post-processing, others can’t, which results in part failure. In order to detect and correct defects before it’s too late, we need to keep studying the source of these defects.
![]() Andrew Drieling from Wright State University in Ohio recently published a paper, titled “In Situ Defect Detection Using Three Color Spectroscopy in Laser Powder Bed Additive Manufacturing,” about using spectroscopy to monitor 3D printing for defects.
Andrew Drieling from Wright State University in Ohio recently published a paper, titled “In Situ Defect Detection Using Three Color Spectroscopy in Laser Powder Bed Additive Manufacturing,” about using spectroscopy to monitor 3D printing for defects.
The abstract reads, “Additive Manufacturing (AM) provides a way to create parts that would be extremely difficult or impossible with conventional manufacturing processes. However, AM also introduces defects, which are detrimental to the mechanical performance. These defects are potentially unknown until post-processing inspection and testing, wasting time and resources on an unusable part or initiating unexpected failure. Historically, spectroscopy has successfully been used for in situ monitoring of laser welding, using changing parameters in the generated plume to predict defects. In situ monitoring using a visible spectrometer for fabrication of Alloy 718 on a test bed laser powder bed fusion system is performed. AM defects, such as keyhole porosity and unfused powder, are detected in the sensor output and a physics-based modeling approach is used to predict defect occurrence. Spectroscopy can provide near real-time monitoring, allowing defects to be predicted, and potentially corrected before the completion of the part, saving time and resources.”
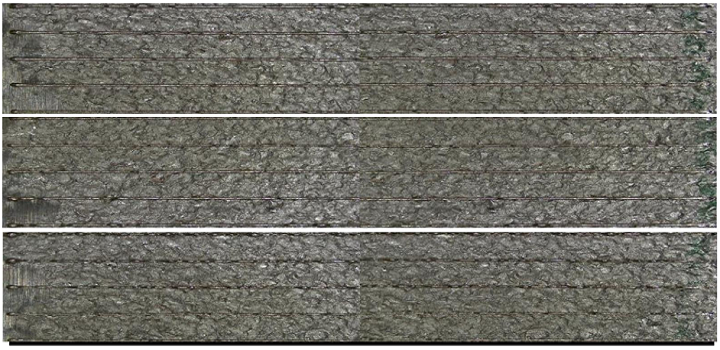
Effects of varying processing parameters on bead quality.
In his paper, Drieling explained that spectroscopy is the study of matter’s absorption and emission of light and other radiation as it relates “to the dependence of these processes on the wavelength of the radiation.” It actually measures the interaction between matter and photons.
There has been previous research completed regarding the use of spectroscopy for defect detection and closed loop control of laser welding processes – it can be used to provide real-time monitoring of the 3D printing process, which can save time, money, and resources by making it possible to detect any defects early enough to correct them.
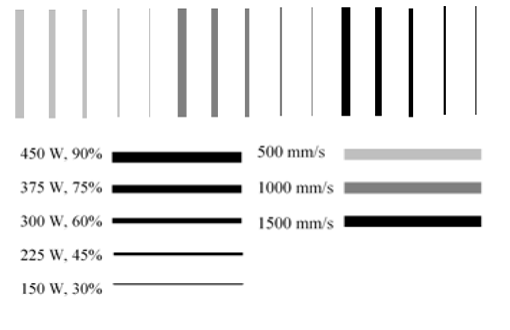
Processing parameters and beam layout.
“If defect detection is important in laser welding, where it is only a single pass and the surface of the entire weld can be seen, then it is even more important in laser powder bed fusion where most of the welds are hidden by the top surface,” Drieling wrote. “The defects found in laser powder bed fusion are determinately to part performance and current methods to detect defects cannot be employed until fabrication of the part is complete, even then, not all defects can found by nondestructive methods. With current methods, the part must be completely fabricated, then if unacceptable defects are detected, all the time and resources put into that part have been wasted. If the defects go undetected, then they can initiate unexpected failure, leading to potentially dangerous situations.”
Drieling used a custom built laser powder bed fusion 3D printer from Universal Technology Corporation for his research and recorded data with a spectrometer, a high-speed camera, a profilometer, and visible and thermal cameras as well. He ran 15 individual tests, while varying the power and speed parameters, to see if this had any effect on the spectroscopy data.
“Once the experiment was complete, the beads were examined under a microscope and accessed for quality,” Drieling wrote. “The top set of five were run at 500 mm/s, the middle at 1000 mm/s and the bottom at 1500 mm/s. Within each group, the top bead was run at 450 watts, running down through the power levels to 150 watts for the bottom bead.”

Intensity plot for all three beads of interest.
Three features were looked at for possible future experiments while the beads were being examined: keyholing, balling, and highest quality of bead.
“Keyholing was most prominent in the 500 mm/s, 450 watt “High Power” bead,” explained Drieling. “The 1500 mm/s, 375 watt “Low Power” bead was chosen for balling features. It should be noted that the 1500 mm/s, 430 watt bead exhibited worse balling behavior, however it wasn’t able to maintain a continuous bead, therefore it wasn’t chosen. The 1000 mm/s, 225 watt “Nominal” bead was chosen for having the highest observable quality in terms of bead width and consistency. These three beads were further examined using the spectroscopy data.”
By varying the processing parameters, Drieling saw a range of defects in the produced beads; after analyzing the spectroscopy data, he saw that the intensity values varied for the defects and that the intensity data is not only affected by the energy input, “as two beads studied had similar energy inputs and different intensity readings.”
“All these results show that closed loop control of laser powder bed fusion is possible with spectroscopy,” Drieling concluded.
In the future, Drieling plans to expand the build to larger geometries, like cubes.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Divergent Declares that German 3D Printers are Superior, And Plans Massive LPBF Expansion
Divergent has announced a new version of its Laser Powder Bed Fusion (LPBF) printer and a new site. The company aims to do nothing short of “further accelerating its mission...
Incodema3D Buys 14 Metal EOS Systems, Now One of the World’s Largest Metal 3D Printer Operators
Recently, a majority stake of 3D printing service bureau Incodema3D was purchased by AFM Capital. Under new ownership, the Freeville, New York company is now using its cash-rich parent for...
CEO Yoav Zeif on Why Stratasys’ Markforged Acquisition Is Really a Bet on Industrialization
When Stratasys announced plans to acquire Markforged, the immediate focus was on the deal. Markforged is one of the most recognizable names in additive manufacturing (AM), known for its continuous...
3D Printing & the Autonomous Era: Defense Tech’s Latest Mutation
When we last checked in on the broad defense tech landscape and the role of the additive manufacturing (AM) industry in that environment, it became clear that the connecting thread...
































