
Additive Manufacturing: Still a Real Need for Design Guidelines in Electron Beam Melting


Researchers from King Saud University in Saudi Arabia explore the potential—and the challenges—for industrial users engaged in metal 3D printing via EBM processes. Their findings are outlined in the recently published ‘Design for Metal Additive Manufacturing – An Investigation of Key Design Application on Electron Beam Melting,’ as authors Wadea Ameen, Abdulrahman Al-Ahmari, and Osama Abdulhameed not only explore metal 3D printing but work to establish more specific guidelines for designers and engineers.
Electron beam melting (EBM) is an additive manufacturing technique used in many critical applications today like the production of aviation and aerospace components, medical implants and devices, further development of materials, and more. The authors point out however that a lack of Design for Additive Manufacturing (DFAM) rules continues to cause challenge in using certain AM technologies.
Defined as a method that ‘considers the functional performance and other product considerations like manufacturability, reliability, and cost,’ DFAM is a system that helps designers choose parameters and create successful prototypes and necessary high-performance parts with less error.
While considerable research has been performed in assessing mechanical properties and improving methods, not so much attention has yet been given to design rules for EBM.
Following are procedures the researchers recommend guidelines for:
- Benchmark parts – designed and 3D printed to offer a better way to test small features and overhang structures.
- Minimum Resolvable Feature Size – assesses feasibility for production of wall thicknesses, slots, holes, and more.
- Overhang structures – support structure limits should be added, considering three fundamentals: angle overhang with varying angles, convex overhang with varying radius, and hole overhang with varying diameters
- Materials and equipment – for this study, Ti6Al4V in powder form with particles size of 30-50 µm was used, with an ARCAM A2 3D printer.

Features configurations (a) round holes (b) walls thickness (c) round bars (d) round slots (e) cubed slots

Overhang structures (a) angle overhang (b) convex overhang (c) round hole overhang
“In general, the results showed that the minimum though round hole is 0.5 mm diameter, the minimum wall thickness, minimum round bar, minimum round slot and minimum cubed slot that can produced by EBM are 0.6 mm, 0.65 mm, 0.1 mm and 0.4 mm, respectively. Also, the results showed the lowest self-supporting angle overhang is 50 degrees, the smallest radius of self-supporting convex curve overhang is 7 mm radius, and the smallest self-supporting hole is 18 mm diameter,” concluded the researchers.
“The change of the material builds orientation, and the process parameters will result in change of the manufacturability limitations. For future work, other features could be considered and the effect of features orientation as well as the process parameters could be investigated.”
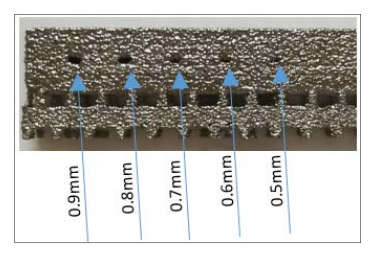
Small fabricated holes
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
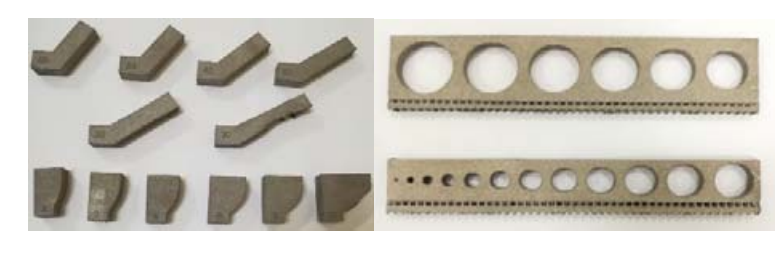
Fabricated overhang test specimens by EBM
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
The Drone Economy Needed a Scalable Manufacturing Backbone. ADDMAN Built One
When ADDMAN closed its acquisition of Forecast 3D in January 2026, the headlines focused on fleet size and Southern California footprint. Six months later, those metrics feel almost beside the...
The Drone Industry is Showing Where 3D Printing Delivers Real Value, AM Research Report Finds
The rapid rise of drones is creating one of the biggest opportunities for additive manufacturing (AM). Whether they’re used on battlefields, inspecting bridges or crops, or delivering supplies, drones need...
The Longevity Economy Needs a Factory
Longevity has become one of the biggest stories in healthcare. Every week seems to add a new announcement about an anti-aging therapy, an AI-powered drug discovery platform, or a startup...
The SLS Market: Game of Trucks
This is truly an exciting moment in the SLS market. With HP‘s release of the 1200 and Formlabs‘ release of the X1, we can see the SLS market heating up....































