Binder Jet 3D Printing: Studying Print Speed & Effects on Surface Roughness & Density


International researchers study different features that affect binder jetting, outlining their findings in the recently published ‘The Effect of Print Speed on Surface Roughness and Density Uniformity of Parts Produced Using Binder Jet 3D Printing.’ Binder jetting continues to be popular with industrial users because it is fast; however, that does not mean prints come out perfect, leaving the scientists here to work on methods for improving the overall outcomes of prototypes and parts.
Fabrication of a binder jetting part relies on:
- Powder dispensing
- Powder spreading
- Binder dispensing
- Binder drying
“The printing time (the time it takes to dispense binder droplets) can be decreased by either increasing the number of printing modules in the machine itself, or by increasing the speed at which the printhead traverses across the bed. However, increasing the printhead traverse speed can negatively affect the feature resolution and dimensional accuracy.”
Consistency is one of the most critical elements to production, and especially in manufacturing parts with close tolerances, however, the following issues can cause interruption to a good flow rate and consistency:
- Machine wear
- Machine cleanliness
- The number of times powder is recycled
- Humidity in the air

Schematic of the advanced compaction technology used during the powder spreading process.
For this study, the researchers investigated how powder speed will affect density of green body parts, long with surface roughness during sintering. They also explored how layer thickness and droplet size affect surface roughness. The research team 3D printed on an ExOne Innovent+ binder jet printer using the ExOne solvent binder at 70% saturation.
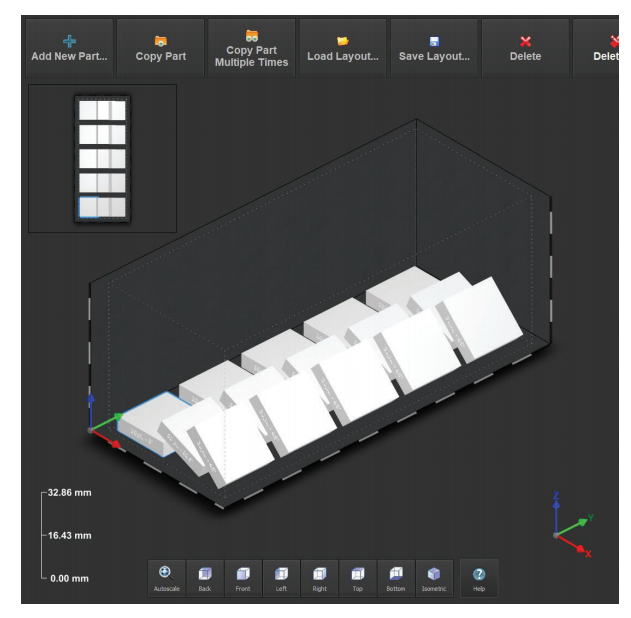
The build layout of each trial as shown in the Innovent+ software.
Five different coupon samples were sintered, measured, and weighed. Surface roughness was then measured five times.
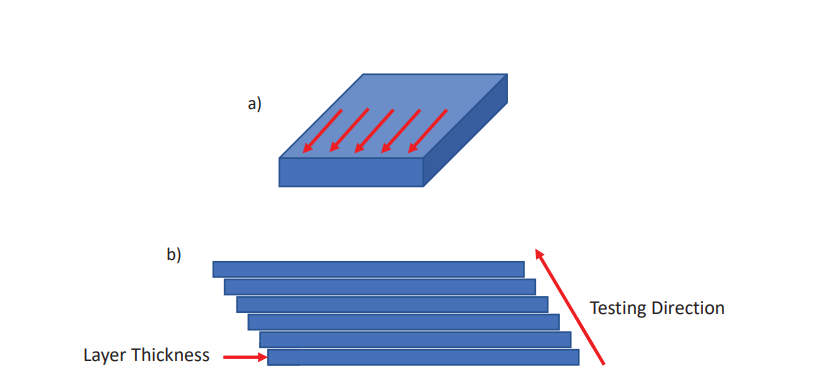
a) Schematic of a coupon being tested 5 times in various positions across the surface of the coupon and b) schematic of the stylus traverse direction against layer thickness of angled coupons.
There were six printing trials in all, with each one of them demonstrating that increase of powder spread result in a density increase. Slow spreading speeds allowed for the greatest consistency in powder packing density.
“Although the coupons with the 50 μm layer thickness have a lower average green density than the 30 μm layer thickness, the coupons were able to sinter to over 98% dense,” stated the researchers. “When evaluating the effect coupon angle has on green density, the average density decreases with increased coupon angle.
“The surface roughness (Ra) typically increases with faster spreading speeds and increased coupon orientation angle,” concluded the researchers. “The smallest average surface roughness value (Ra) was found to be 4.05 μm with the 50 μm layer thickness and 30 pLa printhead on a flat surface with a spread speed of 3 mm/sec. The largest average roughness (Ra) was found to be 9.78 μm with the 50 μm layer thickness and 30 pL printhead on a 22.5° coupon with a 125 mm/sec spread speed.”
As researchers worldwide continue to study binder jet 3D printing, from use with materials like aluminum alloys to experimental powders, ceramic 3D printing, and more. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
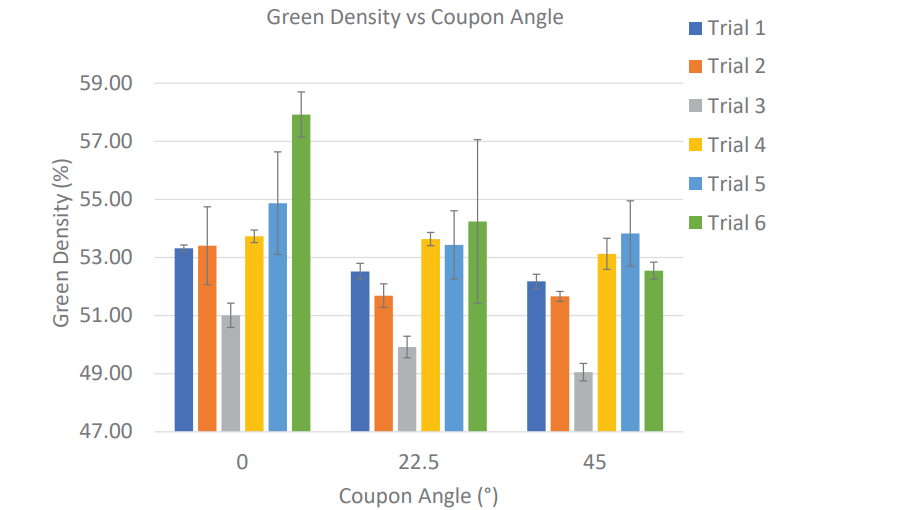
The average green density profile for each Trial in respect to coupon print angle.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Polish Electronics 3D Printing OEM XTPL Sells 10 More Printhead Modules to First Chinese Customer
Smartphones, laptops, and all other such devices are only getting more expensive. As evidenced by Apple’s cautioning of higher prices for this year’s new iPhone line, the problem is largely...
Lyten’s Graphene Filaments Power Modovolo’s US-Made 3D Printing Platform
Drone manufacturer Modovolo has selected Lyten as the primary filament supplier for its industrial 3D printing platform, a move the companies say will strengthen U.S.-based manufacturing for aerospace, defense, and...
AM Research Data Shows 3D Printing Markets Increased from $4.29B in Q4 2025 to $4.35B in Q1 2026
Leading industry analyst firm Additive Manufacturing Research (AM Research or AMR) has been providing market reports for the 3D printing/AM sector since 2013. It recently published the “Q1 2026 3DP/AM...
3YOURMIND Demonstrates that Distributed 3D Printing is Ready at AM Village 2026
Given that additive manufacturing (AM) is so closely adhering to the classic industrialization blueprint whereby military adoption pushes a new technology to commercialization, I’ve thought for a long time that...