
Johnson Matthey Focuses on Binder Jet Ceramic 3D Printing, Opens New R&D Facility



[Image: JM]
Last month at the International Conference on Additive Manufacturing and 3D Printing, JM’s Research Group Leader in Ceramic AM, Samantha O’Callaghan, shared her company’s story to date in binder jet ceramic additive manufacturing. O’Callaghan’s presentation was of great interest to many at the conference, as she is leading the way in JM’s approach to scaling up ceramic AM activity. To frame the future of JM’s plans in additive manufacturing, O’Callaghan first detailed the company’s history with the technology, tracing back to 2009 when JM began its research efforts into various technologies.

Samantha O’Callaghan presenting at the AM Conference [Photo: Sarah Goehrke]
“We have core competencies in coating, material, catalytic materials,” O’Callaghan explained, which make the company a “good fit with AM. We see AM as an extension of our competencies. Ceramic AM offers new possibilities to extend our existing offering.”

[Slide: Samantha O’Callaghan/JM]
- Produces porous components
- Allows materials flexibility
- Easier to scale up
- Cheaper and faster than other AM techniques at scale
The “huge pores” created via AM is “great for us,” O’Callaghan explained, as it offers surface functionalisation; “We like the fact you’ve got huge pores in your 3D printing environments.” She noted that JM was in the process of scaling up its processes, having built a pilot plant and installing the latest equipment to allow for manufacture at scale.
-

- Samantha O’Callaghan presenting at the AM Conference [Photo: Sarah Goehrke]

-

- [Slide: Samantha O’Callaghan/JM]

“We actually produce all the components ourselves, as a full solution,” she said during her presentation. “We have bespoke machinery for post-processing, that’s absolutely essential; you need to find a way to post-process en masse. You’ve got to find a way to make that process automated, and we’ve done that by designing a bespoke solution.”
She noted during the July conference that there would be more “hopefully next month” — and now that time has come, with the announcement of a newly opened R&D lab focusing on ceramic additive manufacturing. The company notes that its new lab “will enable us to develop a greater understanding of 3D printing; characterising powders and inks to allow faster development and more effective solutions for customers.” The company continues to work with bespoke methods, creating ceramic products with feature sizes as fine as 400 µm in what it notes is a cost-effective solution for scale production of small, complex ceramics.
The new R&D lab is located in Royston, UK, and includes equipment capabilities encompassing the spectrum of full solution offerings that O’Callaghan had discussed at the AM Conference. Among the equipment offerings JM describes are:
- QiCPic image analysis sensor [that] allows both [particle size distribution and shape] to be measured simultaneously in a dry atmosphere similar to the ‘in use’ environment
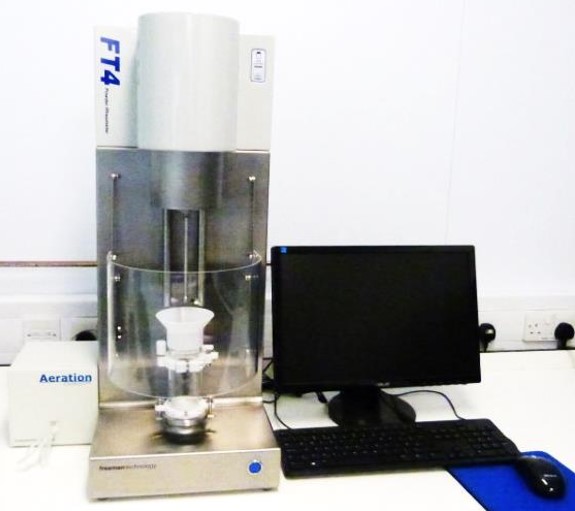
- Freeman FT4, an advanced piece of equipment that allows 7 different test types, resulting in 21 different powder properties
- PixDro ink jet printer, fitted with same printhead system installed across all of the R&D prototype and pilot plant printers
- Mixer torque rheometer that allows powder-ink interactions to be measured
-
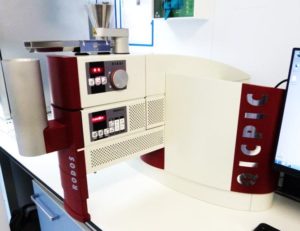
- QiCPic image analysis sensor

-

- Freeman FT4 Powder Rheometer
-
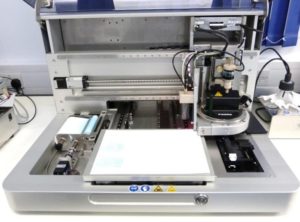
- PixDro inkjet printer [Images: JM]

The new facility is testament to the chemical company’s investment in the future of ceramic AM as part of its business strategy. Stated goals for the lab include building upon the team’s understanding of 3D printing, improving their processes, and helping to create effective applications for their products.
“This new laboratory is a great step forward for Johnson Matthey. The cutting-edge technology will help us develop our 3D printing capabilities and offer customers truly bespoke solutions,” O’Callaghan said of the announcement.
Ceramic 3D printing has the potential to impact several of JM’s business opportunities across its operations; by investing into a new facility, the company is ensuring that it can keep abreast of the latest technologies and create its own scalable solutions. The company is also looking into other areas of 3D printing, including with the use of precious metal powders.
Discuss in the Johnson Matthey forum thread at 3DPB.com.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Excellent Desktop Injection Molding, Made in Italy by Robot Factory
I was captivated when I saw my first Robot Factory 3D printer. The robust, precise machine was built to last. And this was in an era of very flimsy, disposable,...
Pogačar & Fairlight Cycles Show Us Low Cost 3D Printed Components for Bikes
There has been a lot going on in 3D printing for bicycles over the years. The most successful implementation so far is in bicycle seats. Carbon 3D printed seats are...
3D Printing News Briefs, June 18, 2026: Reseller, Relocation, Metal Space Powder, & More
We’ll start with business news in today’s 3D Printing News Briefs, as XJet appointed a value-added reseller in Germany, BIO INX is expanding its presence in the Italian market, and...
Researchers Combine AI and Bioprinting to Create Tiny Blood Vessel Networks
If 2026 has a theme in bioprinting, it may be blood vessels. Researchers can already print incredibly sophisticated tissues. The harder part is keeping those tissues alive. Without a network...































