
US Researchers Study Ways to Eliminate Pore Formation in Laser Powder Bed Fusion 3D Printing

In ‘Dynamics of pore formation during laser powder bed fusion additive manufacturing,’ US researchers continue to improve on 3D printing, exploring how to prevent pores from forming during laser powder bed fusion. As LPBF continues to become more popular in metal additive manufacturing processes, users seek better quality and less headaches in production, inspiring the research team to improve geometric quality of melt tracks and production overall.
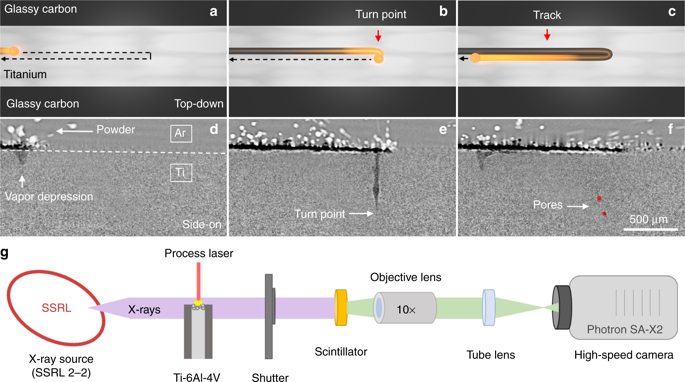
Description of a laser turn point condition and experimental configuration. a–c A laser turn point is defined as the condition during laser powder bed fusion (LPBF) where the laser reaches the end of a track, decelerates, shifts a prescribed hatch spacing, changes the scan direction by 180°, and then accelerates along a new track parallel and adjacent to the previous track. The black dashed line indicates laser trajectory. d–f Time difference (t−t0), transmission X-ray images of a turn point region in Ti–6Al–4V performed at a laser power of 200 W, and scan speed of 1000 mm s−1. d The laser is scanning from the left to right with spatter and powder motion above the substrate surface and a depression in the surface of the melt pool due to vapor recoil below. The titanium–argon interface is indicated by the white dashed line. e The laser enters the turn point region and shifts by the prescribed hatch spacing. f The laser is moving right to left after the turn point forming a new adjacent track and leaving behind keyhole pores. g Simplified schematic of the experiment configuration. A white-beam X-ray source is provided by experimental station 2–2 at the Stanford Synchrotron Radiation Lightsource (SSRL). The X-ray field of view is coincident with the 1070 nm processing laser at the Ti–6Al–4V substrate surface. Images are captured using a scintillator-based high-speed optical system
As is the case with many different types of 3D printing, LPBF is a powerful technology still left highly unexplored within industry due to trepidation about quality in parts, and especially integrity of mechanical properties. Unpredictability in both thermal history and material solidification have given way to doubts and worry over potential defects and resulting instability.
Keyhole pores have been a common problem, caused by superfluous energy in the melt pool. The pores degrade mechanical properties and can have a negative impact on parts created during the LPBF process. Temperature issues were a major focus in the study.
“To improve the confidence in components built by LPBF, a greater understanding of laser–metal interaction in this extreme thermal regime and its correlation with defect generation during the LPBF process is required,” state the researchers.
The team took X-rays to examine the printing process further, attempting to get a front-row seat look at pore formation. Tests with a titanium alloy showed pores forming at laser turn points, allowing the team to begin formulating a solution to reduce defects in parts, and increase the credibility of LPBF as a technology, with X-ray imaging serving as an effective new way to explore issues during LPBF.
With the turn point being a major focus, the researchers noted that it increases due to laser power, regardless of steady-state scan speed. They also discovered that pores always form within 200 µm of the turn point. Pores closes to the turn point were also the deepest.
“Inspection of an X-ray image time series captured at each respective processing condition reveals that pores form very quickly on time scales comparable to the sampling rate of our measurement (50 µs).”
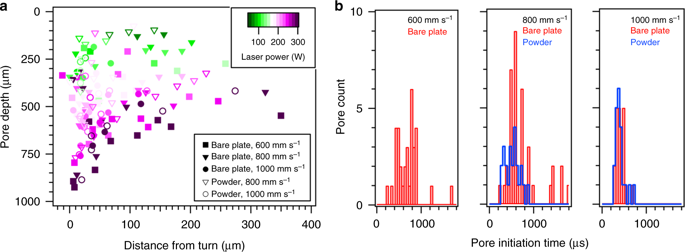
Properties of pores formed during LPBF of Ti–6Al–4V in the laser turn point region as a function of laser power and steady-state scan speed. All turn point condition scans were performed at full laser power. a Depth of pore relative to the substrate surface as a function of distance from the turn point of the laser. b Histograms of the pore initiation time, τp, after the laser completed the turn point for three different scan speeds where tturn = 0 µs. Each histogram includes pores produced with all laser powers (50–300 W) at the specified scan speed with (blue line) and without (red line) powder. No pores were formed in the turn point region prior to the laser turn in these experiments
In exploring depression depth further, the researchers found that the highest amount of vapor depression post-turn occurred due to heat buildup. This was a result of the ‘long dwell time’ of the near-stationary laser.
“When the depression exceeds a depth on the order of 100 µm the deep keyhole regime is entered and a dramatic increase in the absorption of the laser power is realized due to multiple interactions between the melt pool and reflected laser,” stated the researchers.
When surface temperatures are lower, the melt pool tension increases—causing complete collapse of the depression, with pores trapped when the material solidifies rapidly. When the laser scan is maximized, pores are created with the vapor depression transitioning into a deep keyhole regime. As the walls collapse rapidly, pores are formed. The researchers raise the question of turning off the laser at the turn point, but they decided it was not viable due to previous studies where such action ended in pore formation.
The researcher’s pore mitigation strategy was used to stop pores from forming at the turn point by ‘removing the rapid variation in depression depth inherent in the unmitigated case.’ This also refined the geometric tolerance of the tracks by eliminating problems with overhearing.
“Conceptually similar strategies should be applicable to any abrupt laser on/off points during LPBF. The successful mitigation strategy presented here illustrates the potential of in situ X-ray measurements coupled with high fidelity modeling for driving process improvements and paves the way to increasing the quality of LPBF-built components,” concluded the researchers.
This is just one of many recent studies in improving metal 3D printing processes, from finding ways to make additive manufacturing more affordable to using high entropy alloys, and even re-use powders. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
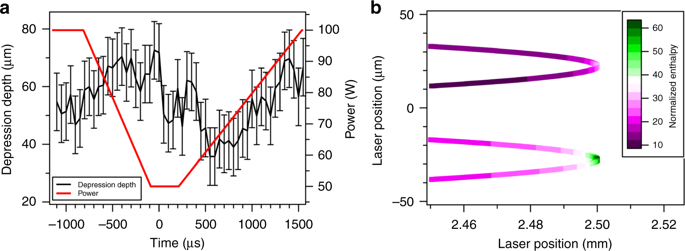
Mitigation of vapor depression depth change during LPBF of Ti–6Al–4V. a The black line (left axis) corresponds to vapor depression depth as a function of time during a 100 W peak power pore mitigation scan strategy. Error bars represent uncertainty in the distance between the base of the vapor depression and the surface caused by surface roughness. Also shown is the commanded laser power as a function of time used in the scan strategy (red line). Depression depth values were measured for the case of a bare plate experiment because depression depth measurements in bare plate were less uncertain than the powder case, but the same trend is observed in both cases. b Normalized enthalpy (ΔHhs) represented by the magenta-green color scale as a function of laser position during the turn point for the full power and mitigated cases at 1000 mm s−1 steady-state scan speed
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
3D Printing News Briefs, April 13, 2024: Robotics, Orthotics, & Hypersonics
In 3D Printing News Briefs today, we’re focusing first on robotics, as Carnegie Mellon University’s new Robotics Innovation Center will house several community outreach programs, and Ugogo3D is now working...
Rail Giant Alstom Saves $15M with 3D Printing Automation Software 3D Spark
3D Spark has entered into a three-year deal with the rail giant Alstom. Alstom, a transport behemoth with annual revenues of $16 billion, specializes in the manufacture of trains, trams,...
Meltio Expands Global Reach with New Partnerships in the Americas and Europe
Spanish 3D printing manufacturer Meltio has expanded its sales network across the globe. With the addition of three new partners in the United States, Brazil, Argentina, and Italy, Meltio aims...
3D Printing Webinar and Event Roundup: April 7, 2024
Webinars and events in the 3D printing industry are picking back up this week! Sea-Air-Space is coming to Maryland, and SAE International is sponsoring a 3D Systems webinar about 3D...




























