3D Printing Pioneer Interview With Bill Carter of GE Research

GE Research has been utilizing 3D printing for a very long time indeed. In the past company invented key polymers used for 3D printing, applied many processes to aerospace and used the technology extensively throughout their R&D efforts. Behind the scenes, GE also worked on experimenting with inventing its own technologies and machines decades before the firm’s high profile entry into the 3D printing market. Already in the 90’s R&D teams at GE were trying to work on metal printing. In Niskayuna, New York Bill Carter and Marshall Jones created a metal printer. The 90’s metal 3D printer had a 3” X 1” X 1” build plate. Now GE’s latest offering from the labs prints 1-meter diameter and one-meter high metal parts.
It was an honor for us to get to interview Bill, who’s been with GE Research since 1983, has over 45 patents in his pioneering work in lasers and fiber optics.
How long has GE been working in metal 3D printing?
We got started in direct metal laser melting (DMLM) in 1992 with some preliminary work at GE Research to show that the process, then called “Selective Laser Sintering,” was applicable to metals, and we published some of that work in SFF 1993. At the time our build rates were very low, and the process obviously had a long way to go before it was ready for production. We continued to work on additive
technologies, in addition to DMLM we focused on other additive technologies such as electron beam and cold spray. Over the past decade, our work in DMLM significantly scaled up as GE’s Aviation business drove for industrialization of the process to additively produce functional jet engine parts like the fuel nozzle.

What have been the hurdles so far?
3D printing is moving from the field of rapid prototyping (where every part is different, and variation is expected) to mass production (where every part is the same, and variation is unacceptable). Hurdles associated with moving from feasibility to repeatability have been many: alloy development, process parameter development, DMLM machine development, process control, post-DMLM handling, inspection, to name a few. It’s exciting to see how fast advances are being made on all fronts.
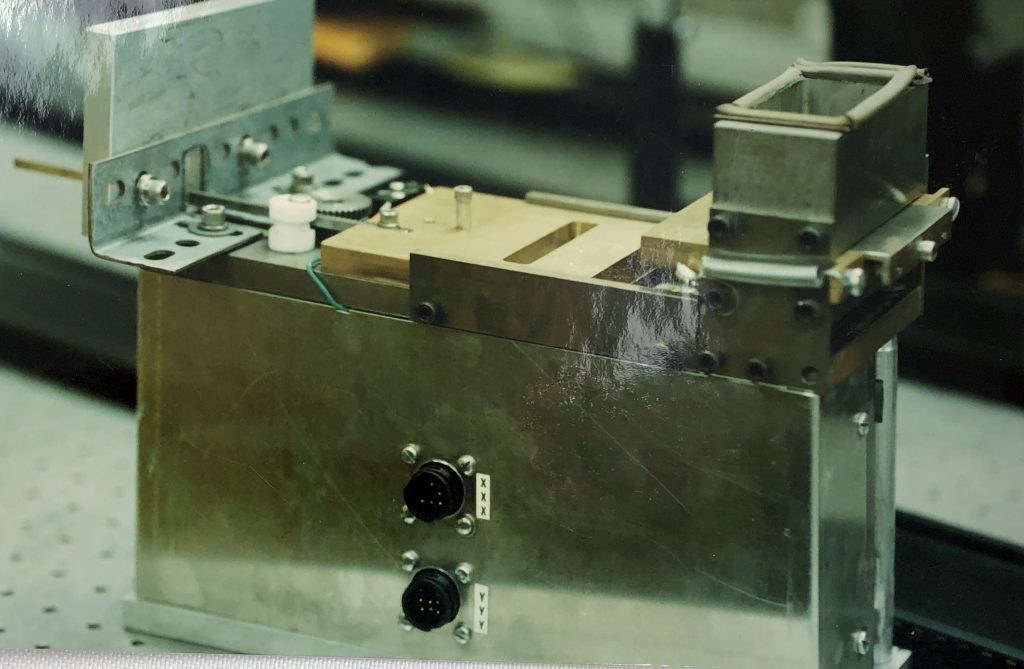
Close up of the initial 3D printer that Bill worked on.
What was your first machine like?
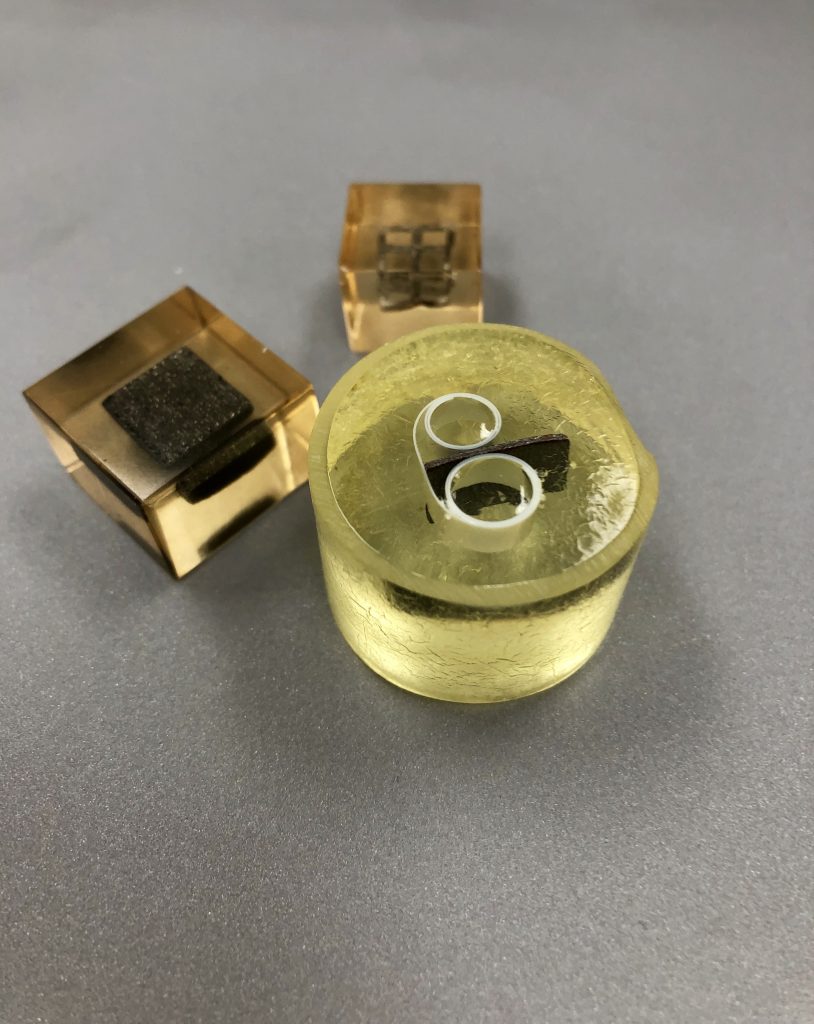
Our first machine was a small (3” x 1” x 1”) powder bed with a built-in powder hopper, recoater, and build plate actuator. We translated the entire machine on an x-y table in a glove box under a 50-W YAG laser. We used gas-atomized metal powder, as we still use today, and built samples with 50-micron layers. Our build rate was very low (today’s machines are 100X faster) and our porosity was high, though we showed we could HIP to full density.
What is your current machine like?
I am currently pursuing a novel DMLM design based on a rotating powder bed for building cylindrical parts with multiple scanning lasers. We have built machines based on this concept with capacity to build 1-m diameter parts, and we have shown that we can continuously recoat while simultaneously lasing. In our best trial to date, the laser was on and scanning more than 96% of the total build time of several days. We achieved very high build rates by doing so.

When compared to investment casting, when does 3D printing win? Where does it lose?
In limited production and rapid prototyping, current DMLM technology has an advantage over investment casting if low lead-time is the driver. DMLM also wins if investment casting can’t make the part at all. This occurs most often when feature sizes are too small or too complex for investment casting – for example a fine featured, 2-fluid heat exchanger with multiple bifurcations. Another advantage for 3D printing is when multiple conventional parts can be combined into a single printed part. Doing so collapses the supply chain requirements and results in huge cost savings. At GE, we routinely combine hundreds of parts into single parts by taking advantage of 3D printing’s unique capabilities. Overall, we are working very hard to improve the production rates for DMLM to make it more competitive, and we are aiming for a factor of 10 to 100 in build rate improvement. Much of our current research is aimed at improving the as-built surface finish of DMLM parts to be on par with investment cast parts.
Is more automation required in metal 3D printing?
Without a doubt, yes. Watch any YouTube video on 3D Printing, and half the video will be devoted to post-processing – very slow processes often using hand tools. Loading and unloading the machines, powder removal, part handling, inspection, post-processing, machine cleaning, calibration… all these should be automated.
Superalloys are currently in high demand, will these be used widely in aerospace?
Yes, certainly. Superalloys are suitable for sustaining high stress at high temperatures, and these conditions are found throughout the aerospace industry.
What parts do you think are especially fruitful for 3D printing?
With today’s machines, 3D printing is fruitful in three situations:
1. Where tooling is expensive and production quantities are low. We see this in prototyping and in custom 1-off production.
2. Where part performance can be improved by exploiting the advantages of 3Dprinting that make the part un-manufacturable via conventional means. (GE’s LEAP fuel nozzle, for example)
3. Where multiple parts can be consolidated into a single part. (GE’s Catalyst advanced turboprop, for example.)
A lot of part cost in metal printing is from post processing, what are you doing to minimize that?
One of the most significant ways we’re working to reduce and minimize post-processing time and costs is to provide digital eyes inside the machine. We’re using machine learning to monitor print builds in real-time layer-by-layer. This will allow us to separate good from bad parts immediately following a build, which saves significant time and cost for post-processing and inspection. Longer-term, the goal is
to be able to recognize and fix any defects on the fly to ensure every build is a good part.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
Asia AM Watch: China’s 5 Million-Printer Export Year Signals Desktop AM at Scale
For years, a lot of the discussion around China and additive manufacturing has focused on industrial competition. Can Chinese companies move into higher-end markets? Can they challenge Western machine makers...
Creality Launches Filament Maker M1 & Shredder R1, Letting Makers Reuse Waste, Cut Costs, and Create Their Own Filament
From Printing Objects to Shaping Materials Desktop 3D printing has made on-demand creation more accessible than ever. Yet one critical part of the process remains fixed: the material itself. Most...
Bambu Lab 3D Prints Miniature Playground City for Kids in China
Bambu Lab has partnered with meland to open what they describe as China’s first 3D printing creativity center for children. The new space, officially named “meland x Bambu Lab,” launched...
Bambu Lab Says 2025 Was a Breakout Year: 10 Million Monthly Users and Real Business Growth
Chinese 3D printer maker Bambu Lab reported strong results for 2025, showing that the company’s push into community and small-business 3D printing is working. The numbers suggest consumer 3D printing...