

3D Printing GRCop-42: NASA Unveils Special Rocket Engine Alloy


 Engineers at NASA Marshall Space Flight Center (MSFC) and NASA Glenn Research Center (GRC) have recently 3D printed near-fully-dense GRCop-42 components. As is so often the case with today’s 3D printed components, these latest parts may also prove to outshine those typically made through more conventional methods.
Engineers at NASA Marshall Space Flight Center (MSFC) and NASA Glenn Research Center (GRC) have recently 3D printed near-fully-dense GRCop-42 components. As is so often the case with today’s 3D printed components, these latest parts may also prove to outshine those typically made through more conventional methods.
The GRCop-42’s 3D printing process and parameters were developed on a ConceptLaser M2 (Gen 1 2012 model) PBF machine, chosen due to its copper-friendliness, featuring both an inert glovebox and build chamber, and the 400 W laser able to reach the property density for melting the type 42 powder in use for this project (the follow-up to the previous 84 powder which was not as easy for powder vendors to manufacture to specs).
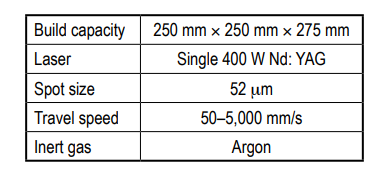
Specifications of the ConceptLaser M2 used in this study
As engineers delved into the build, they discovered right away that higher CED samples were running too hot, wicking heat out into surrounding areas like a halo. Lower-end parts were not fully melting.
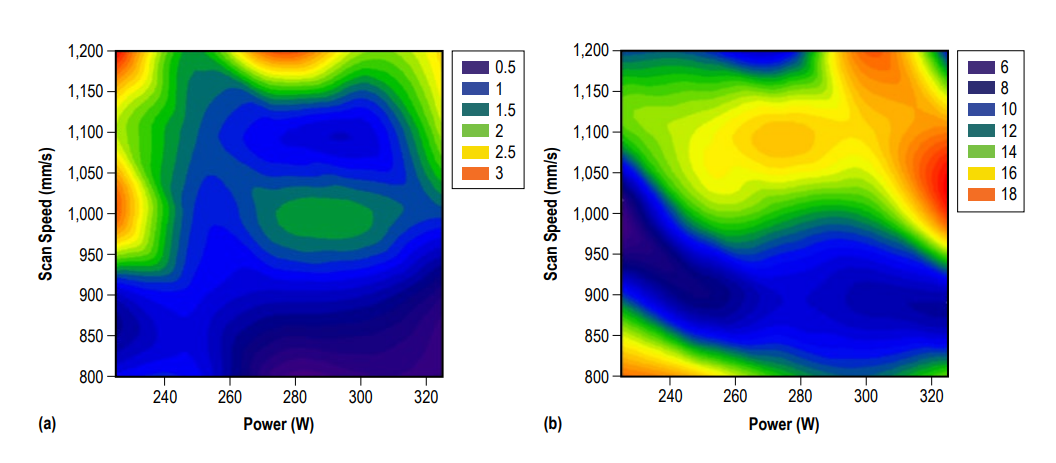
Porosity maps of power versus speed: (a) Overall porosity (%) and (b) average pore size (µm).
“These 25 density blocks were sent to GRC for destructive microscopy, where they were sectioned in the yz plane, polished through 1-µm diamond, and imaged at magnification using a Nikon® Eclipse MR200 optical microscope,” stated the researchers. “GRC then used ImageJ image analysis software to determine the average pore size and average porosity of each specimen, calculated circular equivalent diameters in Excel, and plotted the values on a color map aligned with the parameters.”
Porosity and maps relating to average pore size were overlaid, resulting in new parameter sets at over 98 percent density.
Samples were then placed in the hot isostatic press in a standard cycle which had previously been used for the GRCop-84 powder. Once samples were pressed, the engineers shipped them to GRC for further refining in both machining processes and tensile testing at room temperature:
“GRC machined the samples into ASTM E8-style round tensile specimens with 9.525-mm threaded grips and a 6.35-mm-diameter gauge section, then tensile tested them in a crosshead (displacement) control at a crosshead rate of 0.635 mm/min with a 2,275-kg capacity load cell (Standard Test Methods for Tension Testing of Metallic Materials, ASTM International, West Conshohocken, PA, 2013),” stated the researchers. “An extensometer with 19-mm gauge was used to record strain for the first 10% of the test, with a displacement control to ensure quick, consistent tests regardless of the build quality of each specimen.”
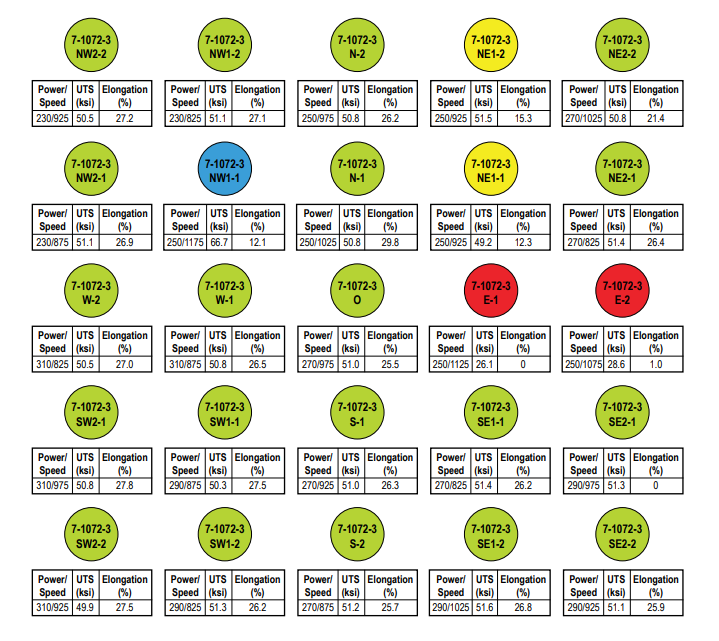
Specimen layout in the chamber for mechanical test.
“Colored green, 20 of the specimens resulted in a very tight range of ultimate tensile strengths (UTSs), ranging only from 339 MPa to 356 MPa with elongations >20%. Of the five remaining specimens, two of them (NE1-1 and NE1-2, colored yellow) had in-family UTS but lower elongations of 12% and 15%. Two of them (E-1 and E-2, colored red) broke much lower (180 MPa and 197 MPa) with almost no elongation, while one (NW1-1, colored blue) broke much higher (459 MPa) with medium elongation (12%). The NE1-1, NE1-2, E-1, and E-2 specimens correlate directly to the highest overall porosity and highest average pore size in the initial density study. The NW1-1 sample was inadvertently excluded from the HIP cycle, which explains the very high strength with lower ductility as well.”
The study was successful overall as teams from MSFC and GRC evaluated the powder comprehensively, concluding that it will serve its purpose as a printable alloy for use in rocket propulsion components. They knew ahead of time that the most important features they were seeking were:
- High thermal conductivity
- Excellent creep resistance
- Low-cycle fatigue life
- Strength at elevated temperatures
The research teams also found that with 3D printing, they were saving time by 20 percent.
“What remains for completion is extensive testing of the established nominal parameter set in this study. The next step will be to run several large tensile builds with different lots of powder, with specimens scattered across the entire 250-mm build plate to not only verify the parameter set but also rule out any other external effects like position on the build plate or material lot/vendor,” concluded the researchers.
While NASA seems to be relying on 3D printing more steadily as it gains momentum within the mainstream and offers so many options in hardware, software, and materials, their designers and engineers have pioneered use of such progressive technology for decades. Lately, however, NASA has been bringing 3D printing further into the technological fold in relation to rockets with critical items such as igniters, nozzles, and large components for engines. Find out more about their most recent foray into 3D printing here. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: Three-Dimensional Printing GRCop-42]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Q5D and Molrix To Supply US Army With Harness Robots
Q5D Technologies and Molrix will offer their advanced harness production manufacturing units to the US Army. One production cell will be used for the SkyFoundry project, while two further systems...
Excellent Desktop Injection Molding, Made in Italy by Robot Factory
I was captivated when I saw my first Robot Factory 3D printer. The robust, precise machine was built to last. And this was in an era of very flimsy, disposable,...
RAPID 2026: 6K Additive’s Domestic Metal Powders & Consolidation Plan
6K Additive (ASX: 6KA), a U.S. supplier and manufacturer of metal powders for additive manufacturing (AM), has been very busy lately. I caught up with CEO Frank Roberts and Chief...
Walking into the Future: 3D Printed Footwear Moves Closer to the Mainstream
Footwear is quickly becoming one of the most active and promising applications for additive manufacturing (AM). What once seemed experimental—midsoles and concept shoes—is now expanding into full products, new materials,...































