
Betatype Reducing Build Time and Cost for Manufacturing 3D Printed Orthopaedic Implants

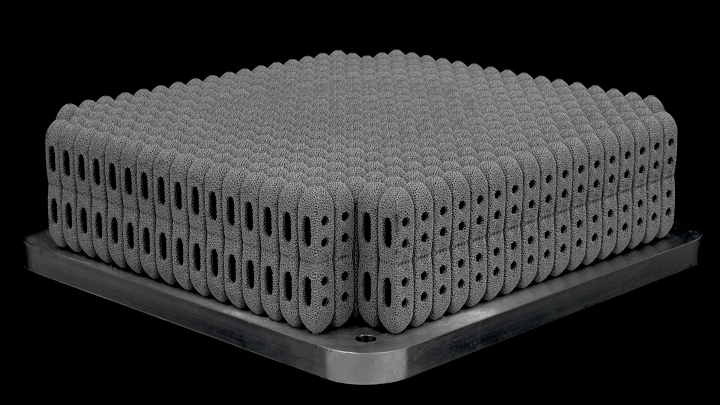
Spinal cage production build
Founded in 2012, London-based Betatype works to increase the productivity and efficiency of metal 3D printing, so that it can be used as a viable production technology. The company has worked with the aviation, automotive, and consumer products industries, and is now moving on to the medical field in its latest case study.
Metal 3D printing, and laser powder bed fusion (PBF) in particular, can be very advantageous when it comes to fabricating orthopaedic implants. Betatype has found time and again that this particular process can majorly increase productivity, as it is able to manufacture strong, complex structures that are durable enough to endure in the human body and can simulate the porous, mesh-like properties of bone, without wasting materials or time. Medical device manufacturers are able to achieve cost-effective serial production of everything from lumbar cages to acetublar cups using PBF, as the technology can be used to make safer, more porous implants of multiple shapes and sizes.
![]() Obviously, orthopaedic implants have a certain level of design complexity, which can result in high volumes of data being generated that then slow down build processors. But Betatype’s innovative data processing platform Engine, which can manage and control multi-scale design, is able to get past this problem thanks to its supercomputing power, and rapidly create scan data for laser PBF 3D printing.
Obviously, orthopaedic implants have a certain level of design complexity, which can result in high volumes of data being generated that then slow down build processors. But Betatype’s innovative data processing platform Engine, which can manage and control multi-scale design, is able to get past this problem thanks to its supercomputing power, and rapidly create scan data for laser PBF 3D printing.
Engine can produce optimized build data, and has what essentially boils down to limitless scalability for generating builds. Recently, Betatype successfully created serial production build data for a company, to the tune of over 50 GB worth of build files. Its Engine platform can scale up to 640 virtual CPUs with 4.88 terabytes of RAM in just a few hours, saving companies time and money.
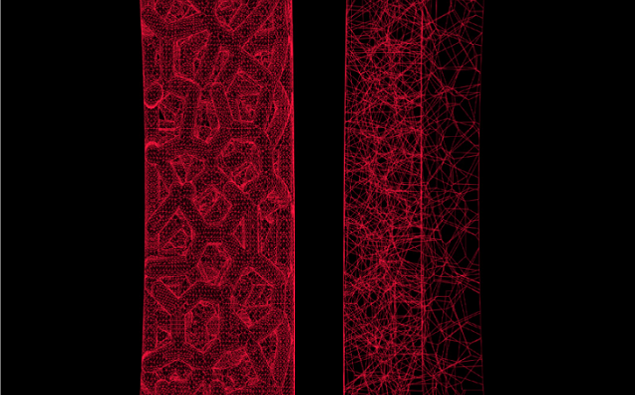
Macro of CAD of spinal cage. L-R: traditional mesh format, and ARCH or LTCX format.
Betatype uses its Engine technology to help its orthopaedic clients achieve lower costs on serial production of implants by lowering process time, optimizing high build data volume, and maximizing machine usage. Engine applies specialist algorithms for converting complex geometry, which lets the implant designers work in file formats, like nTopology’s LTCX data or Betatype’s ARCH format, that are up to 96% more lightweight than STL files; for instance, a spinal cage model that weighed 235 MB as an STL file was only 8MB as an LTCX file.
By combining Engine’s build data generation with these more lightweight representations, Betatype can help designers shorten and simplify the orthopaedic implant manufacturing process, so it’s more cost-effective and flexible, without having to deal with any mesh data.
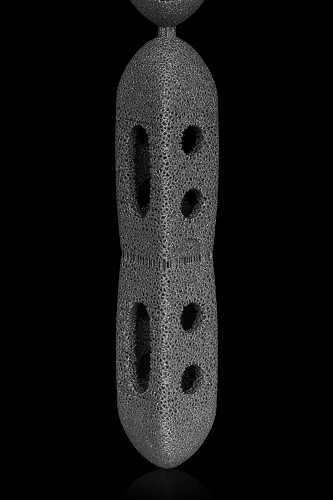
Single stack of posterior lumbar cages, supported via sacrificial beam elements.
In terms of cost per part for serial production, it’s also very important to properly utilize a 3D printer’s total build volume. Betatype designs lattice node matched supports, which allows it stack implant parts on top of one another – an effective use of build volume that results in the production of many complex implants in one print. In addition, standard media blasting can be used to remove the supports, which is another time-saving feature in that it totally eliminates the need for any kind of manual post processing work.
Betatype’s technology is also able to directly optimize laser firing times, and lower delay times, without having to use multiple lasers. This can decrease build time by as much as 40%, and the more parts you 3D print in a single build, without sacrificing time, the more cost-effective those parts are, which is why equipment amortization can majorly effect the cost of orthopaedic implants 3D printed with laser PBF technology.
It’s possible to break build time down into three separate components, which can be addressed in order to speed up the process:
- dosing (applying powder to the machine bed)
- fusion (applying energy to the powder bed)
- motion (movement between fusion)
In another project, Betatype used its technology portfolio to lower the build time for an orthopaedic manufacturer’s implants to 15.4 hours, down from 25.8 hours. Betatype can optimize its laser scan paths in order to decrease how much movement time and firing is necessary to 3D print complex lattice structures, and galvo-driven path optimization can be used to ensure that only prerequisite delays are applied to the process, lowering delay times from 13 hours to just 3.
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the Facebook comments below.
[Images provided by Betatype]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Profiling a Construction 3D Printing Pioneer: US Army Corps of Engineers’ Megan Kreiger
The world of construction 3D printing is still so new that the true experts can probably be counted on two hands. Among them is Megan Kreiger, Portfolio Manager of Additive...
US Army Corps of Engineers Taps Lincoln Electric & Eaton for Largest 3D Printed US Civil Works Part
The Soo Locks sit on the US-Canadian border, enabling maritime travel between Lake Superior and Lake Huron, from which ships can reach the rest of the Great Lakes. Crafts carrying...
Construction 3D Printing CEO Reflects on Being Female in Construction
Natalie Wadley, CEO of ChangeMaker3D, could hear the words of her daughter sitting next to her resounding in her head. “Mum, MUM, you’ve won!” Wadley had just won the prestigious...
1Print to Commercialize 3D Printed Coastal Resilience Solutions
1Print, a company that specializes in deploying additive construction (AC) for infrastructure projects, has entered an agreement with the University of Miami (UM) to accelerate commercialization of the SEAHIVE shoreline...



























