
Researchers Decrease Support Structures for Models Through Multidirectional 3D Printing


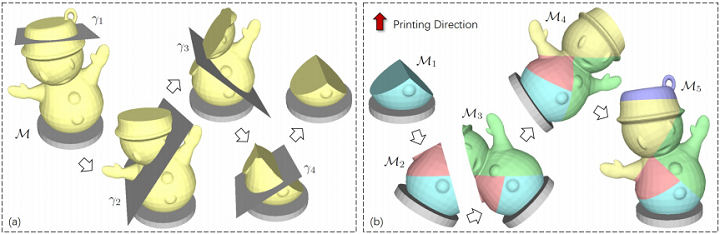
An illustration for the idea of the algorithm: (a) a progressively determined planar clipping results for generating the optimized base planes, and (b) the inverse order of clipping planes results in a sequence of regions to be fabricated where the printing direction of each region is the normal of its base plane. The orientation of a printing head is fixed during the procedure of physical fabrication. The parts under fabrication are reoriented to realize the multidirectional 3D printing.
In most planar-layer based 3D printing systems, material collapse is prevented on large overhangs by adding support structures to the bottom. But support structures in single-material 3D printing methods have some major issues, like material waste and the possibility of surface damage. This can be helped by introducing rotation and turning the hardware into a multidirectional system, where models are subdivided into separate regions and each one is 3D printed along a different direction.

L-R: Snowman models fabricated by an FDM 3D printer and the team’s multidirectional 3D printing system by adding only one rotational axis on the same 3D printer.
A team of researchers from Tsinghua University, TU Delft, and the Chinese University of Hong Kong developed two types of multidirectional 3D printing hardware systems: one modified from an off-the-shelf FDM 3D printer with an added rotational degree-of-freedom (DOF), and the other implemented on an industrial robotic arm to simulate a tilting table for two rotational DOFs. They outlined their work in a paper titled “General Support-Effective Decomposition for Multi-Directional 3D Printing.”
The abstract reads, “We present a method to fabricate general models by multi-directional 3D printing systems, in which different regions of a model are printed along different directions. The core of our method is a support-effective volume decomposition algorithm that targets on minimizing the usage of support-structures for the regions with large overhang. Optimal volume decomposition represented by a sequence of clipping planes is determined by a beam-guided searching algorithm according to manufacturing constraints. Different from existing approaches that need manually assemble 3D printed components into a final model, regions decomposed by our algorithm can be automatically fabricated in a collision-free way on a multi-directional 3D printing system. Our approach is general and can be applied to models with loops and handles. For those models that cannot completely eliminate support for large overhang, an algorithm is developed to generate special supporting structures for multi-directional 3D printing. We developed two different hardware systems to physically verify the effectiveness of our method: a Cartesian-motion based system and an angular-motion based system. A variety of 3D models have been successfully fabricated on these systems.”
The researchers wanted to create a 3D printing system that would be able to “add rotational motion into the material accumulation process” to ensure fewer supports, if any. To do so, they created a general volume decomposition algorithm, which “can be generally applied to models with different shape and topology.”
“Moreover, a support generation algorithm has been developed for multidirectional 3D printing,” the researchers explained. “The techniques developed here can speedup the manufacturing of 3D printed freeform models by saving the time of producing and removing supports.”

Progressive results of fabricating models on 4DOF multidirectional 3D printing system and a 5DOF system realized on a robotic arm.
The research team’s paper made several technical contributions, including their support-effective algorithm, which is based on beam-guided search and can be applied to 3D models with handles and loops. In addition, they also summarized decomposition criteria through their multidirectional 3D printing process and created “a region-projection based method” for generating supports for multidirectional 3D printing.
There are, however, some drawbacks involved when changing from one 3D printing direction to another, such as slowing down the process, which is why the researchers “prefer a solution with less number of components, which can be achieve by considering the following criterion of clipping.”
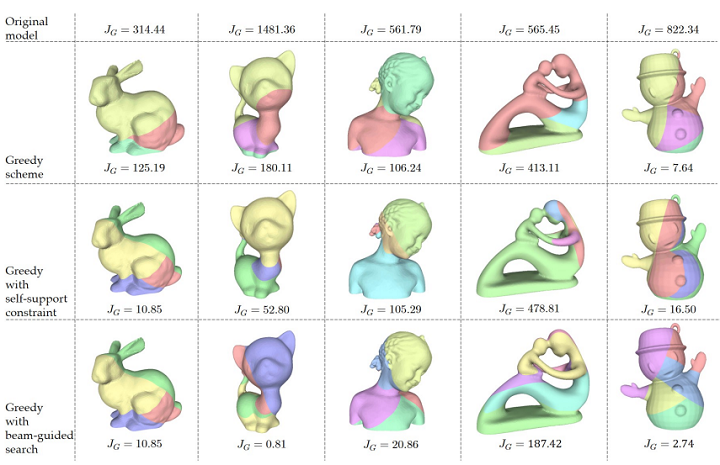
A comparison of decomposition results obtained from three schemes introduced in this paper.
“After relaxing the hard-constraint of support-free into minimizing the area of risky faces as described in JG, the scheme of generating support is considerately vital while both feasibility and reliability should be guaranteed,” the researchers wrote. “To tackle this problem, we propose a new pattern called projected supports that ensures the fabrication of remained overhanging regions through a collision-free multi-directional 3D printing.”
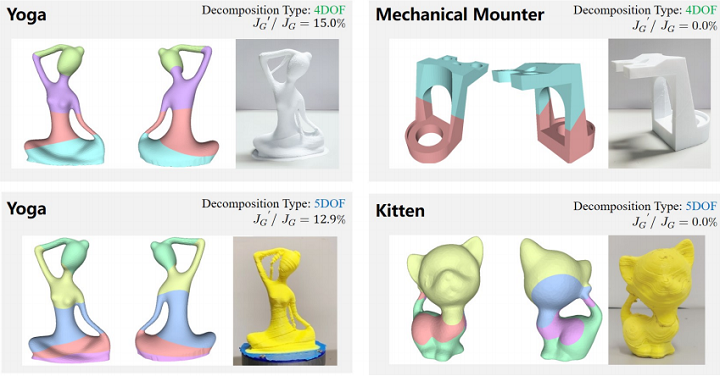
The decomposed and 3D printed results fabricated by the system with 4DOF and 5DOF in motion.
The team applied their algorithm to several models, and were able to reduce, and even eliminate in some cases, the need for support structures. In addition, their method’s “computational efficiency” was on par with general 3D printing time.
“We present a volume decomposition framework for the support-effective fabrication of general models by multidirectional 3D printing,” the researchers concluded. “A beam-guided search is conducted in our approach to avoid local optimum when computing decomposition. Different from prior work relying on a skeletal tree structure, our approach is general and can handle models with multiple loops and handles. Moreover, a support generation scheme has been developed in our framework to enable the fabrication of all models. Manufacturing constrains such as the number of rotational axes can be incorporated during the orientation sampling process. As a result, our algorithm supports both the 4DOF and the 5DOF systems. A variety of models have been tested on our approach as examples. Hareware setups have been developed to take the physical experiments for verifying the effectiveness of our system.”
Co-authors of the paper are Chenming Wu, Chengkai Dai, Guoxin Fang, Yong-Jin Liu, and Charlie C.L. Wang.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
How One Artist Is Using 3D Printing to Tell Stories About the Ocean
Artist Kimberly Callas sees something different when she looks at a 3D printer. Where others see a machine for making parts, she sees a way to tell stories about the...
Bambu Lab Wants Home 3D Printing to Feel Less Like a Workshop with PLA Pure
As desktop 3D printers become increasingly common in homes, Bambu Lab is focusing attention on something beyond print speed and hardware features. This week, the company launched a new filament,...
AM Asia Watch: China Exported 2.46 Million 3D Printers in Four Months
China’s consumer 3D printer industry seems to be reaching a new level of global dominance. According to Chinese state media outlet China Global Television Network (CGTN), China exported 2.46 million...
Bambu Launches A2L: What the New Printer Reveals About Its Strategy
Bambu Lab continues its relentless march for 3D printing domination with the launch of the A2L. The 330 × 320 × 325 mm printer will have a nozzle temperature of...































