First Mechanical Properties Tests of 3D Printed Carbon CLIP Lattice Parts

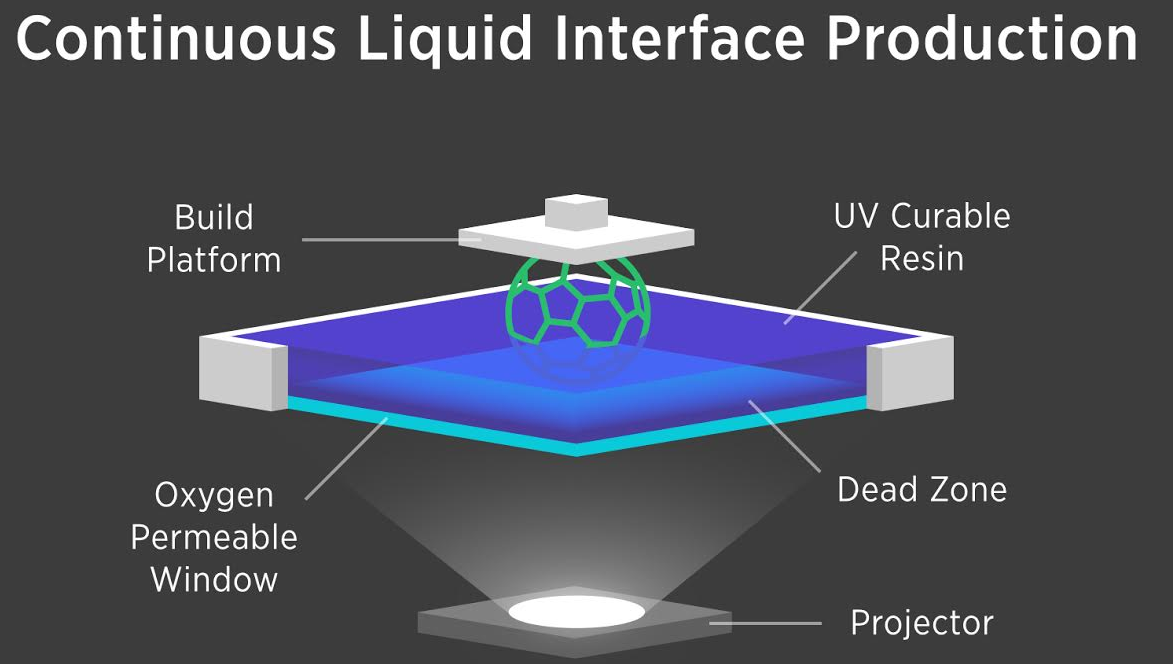
California 3D printing company Carbon, founded in 2013, suddenly hit the scene in 2015 with its innovative Continuous Liquid Interface Production (CLIP) technology, which uses the power of light and oxygen to cure a photosensitive resin. Rather than building an object up by layers, super fast CLIP 3D printing cures resin by harnessing light, using oxygen as an inhibiting agent, and is perfect for use in automotive applications, among others.
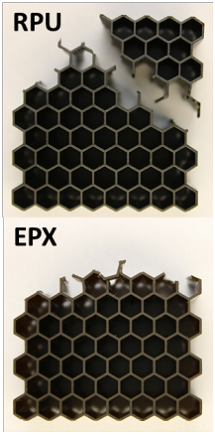
Post compression samples in RPU and EPX.
CLIP technology, like other forms of 3D printing, is able to create objects with complex geometries, which means it can be used to 3D print architectural lattice structures. A group of researchers from the University of Illinois at Urbana-Champaign recently published a paper for a symposium, titled “Mechanical Properties of Hexagonal Lattice Structures Fabricated Using Continuous Liquid Interface Production Additive Manufacturing,” that they believe is “the first published report of mechanical testing on lattice materials produced using CLIP.”
“This paper presents design, production, and mechanical property testing of hexagonal lattice structures manufactured using continuous liquid interface production (CLIP) based AM,” the researchers wrote. “We printed and tested over 50 parts, in four polymer materials and with four different truss sizes. The measured elastic moduli of the printed structures are close to the values expected from the material vendor’s specifications, although there is some variation; this variation is different for different materials.”
The team used CLIP technology to 3D print lattice structures, made up of regular hexagons, in four different materials: additive epoxy (EPX), rigid polyurethane (RPU) and flexible polyurethane (FPU), and cyanate ester (CE). The parts have truss thickness to length ratio that ranges from 0.05 to 0.20, which corresponds to relative densities from 0.06 to 0.23. The smallest part was 35 x 35 x 22 mm, while the largest was 110 x 104 x 45 mm.

Hexagonal lattices 3D printed using CLIP in four different materials (L-R): EPX, CE, RPU, and FPU at relative densities of 0.06, 0.12, 0.12, and 0.23 respectively.
Their goal was to choose and test various combinations of intrinsic properties and lattice geometries, in order to “cover a wide range of attractive lattice material behaviors.”
“We designed the lattice dimensions to obtain relative densities ranging from 0.06 to 0.23, and failure mechanisms ranging from brittle, to plastic and elastic buckling. Under the assumption that the truss members are slender (t/l<< 1), expressions for the relative densities, elastic moduli, and failure strengths can be calculated for the hexagonal lattices,” the researchers wrote. “As the slenderness of the truss decreases (t/l increases), the validity of these equations decay; for relative densities under 0.4 the modelling is accurate to within 10% of actual values [4]. Solving for all mechanistic failure strengths, we predict the lattice strength as the minimum of the accessible failure strengths. For our four design points and four materials, the lattices have predicted moduli ranging from 0.55 – 970 MPa, and strengths ranging from 0.02 – 38 MPa. These numbers reflect properties for all three (in-plane and out-of-plane) compression directions.”

Example test data showing stress vs strain for two parts compressed in the X2 direction. The parts are printed from either EPX or RPU, with t/l = 0.20 and relative density of 0.23.
Each of the designs was tested, in uniaxial compression, in both the out-of-plane (X3) and in-plane (X2) directions, while optical recordings were used to observe failure mechanics. Additionally, the researchers also tested some of the designs in the orthogonal in-plane (X1) direction.
Both an RPU part and an EPX part, with identical geometries, were tested in the X2 direction. The results of this test show how the parts’ performance and failure are controlled by their distinct bulk material properties and failure strengths. The stress-strain curve for the RPU part illustrates plastic yield before fracture, though both of the 3D printed parts experience brittle fracture.
“We can compare the measured lattice performance with the performance expected from theory using the material property data from the vendor specification sheets,” the researchers wrote. “For the EPX part, the measured elastic modulus is 64.0 MPa compared to the expected value of 58.0 MPa, and the measured failure strength is 1.7 MPa compared to the expected value of 2.1 MPa. For the RPU part, the measured elastic modulus is 31.3 MPa compared to the expected value of 35.1 MPa, and the measured failure strength is 1.3 MPa compared to the expected value of 1.1 MPa.”
The team was able to determine that their 3D printed structure failures were dependent upon not only the material used, but also “the specific values of the truss length and thickness.”
Co-authors of the paper are Davis McGregor, Sameh Tawfick, and William King.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.










You May Also Like
Reinventing Reindustrialization: Why NAVWAR Project Manager Spencer Koroly Invented a Made-in-America 3D Printer
It has become virtually impossible to regularly follow additive manufacturing (AM) industry news and not stumble across the term “defense industrial base” (DIB), a concept encompassing all the many diverse...
Inside The Barnes Global Advisors’ Vision for a Stronger AM Ecosystem
As additive manufacturing (AM) continues to revolutionize the industrial landscape, Pittsburgh-based consultancy The Barnes Global Advisors (TBGA) is helping shape what that future looks like. As the largest independent AM...
Ruggedized: How USMC Innovation Officer Matt Pine Navigates 3D Printing in the Military
Disclaimer: Matt Pine’s views are not the views of the Department of Defense nor the U.S. Marine Corps Throughout this decade thus far, the military’s adoption of additive manufacturing (AM)...
U.S. Congress Calls Out 3D Printing in Proposal for Commercial Reserve Manufacturing Network
Last week, the U.S. House of Representatives’ Appropriations Committee moved the FY 2026 defense bill forward to the House floor. Included in the legislation is a $131 million proposal for...