

Researchers Use Cross-Linking Strategy to Improve SLA 3D Printing, Focus on Polyurethane-Acrylate


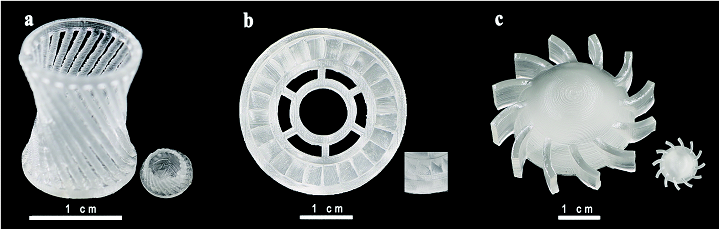
Optical images of SLA 3D printed complex-shaped parts. (a) Hollow glass; (b) gear wheel and (c) the spiral piece.
Stereolithography, also referred to as SLA and SL, was the first 3D printing method invented, and while for a long time it was only considered to be a prototyping solution, we’re long past those days. This versatile technology can produce accurate, high-resolution parts with smooth surfaces, diverse build sizes, consistent properties throughout, and can also access a wide range of material properties. All of these features explain why SLA is so often used now for applications in tooling and patterns, such as injection molding, investment casting, and thermoforming.
 A group of researchers from Zhejiang University in China recently published a paper, titled “A cross-linking strategy with moderated pre-polymerization of resin for stereolithography,” with the Royal Society of Chemistry. The study explains how the team worked to improve stereolithography, by providing parts, 3D printed with SLA technology, with better mechanical properties.
A group of researchers from Zhejiang University in China recently published a paper, titled “A cross-linking strategy with moderated pre-polymerization of resin for stereolithography,” with the Royal Society of Chemistry. The study explains how the team worked to improve stereolithography, by providing parts, 3D printed with SLA technology, with better mechanical properties.
The abstract reads, “Here, we demonstrate a cross-linking strategy used in the coating field to attain long chains for resin pre-polymerization to obtain final resin parts which can expand the application of SLA. Isophorone diisocyanate (IPDI), 2-hydroxyethyl methacrylate (HEMA) and polyethylene glycol (PEG)-based prepolymer have long chains, making it easier for them to form dense structures. However, the prepolymer has high viscosity and can solidify in the absence of a laser. Thus, three kinds of adjuvants were added to dilute the prepolymer to make the slurry suitable for 3D-printing. Slurries were cured with different laser powers and scanning speeds. Diluents are found to affect the curing properties differently. With the diluent 2-hydroxyethyl acrylate added into the prepolymer, shrinkage of printed parts is lower than 1.3%. With the diluent ethylene glycol monophenyl ether, the density range of printed parts is between 1.187 g cm−3 and 1.195 g cm−3, which is higher than that of commercial PVC and PET. The three resins vary in density and hardness within a small range when the scanning speeds change. A relatively flat surface, high density and hardness can be obtained when the laser power is at 195.5–350 mW. Resin with this cross-linking strategy can expand the underutilized stereolithography’s application from prototyping to actual parts by producing more functional components with excellent performance.”

The slurry synthesis and stereolithography process of the whole process.
The researchers explained that SLA is not often used for final parts production, which is why there’s “a need to continuously improve existing processes and materials.” They aimed to do so with a cross-linking strategy popular in coating technology.
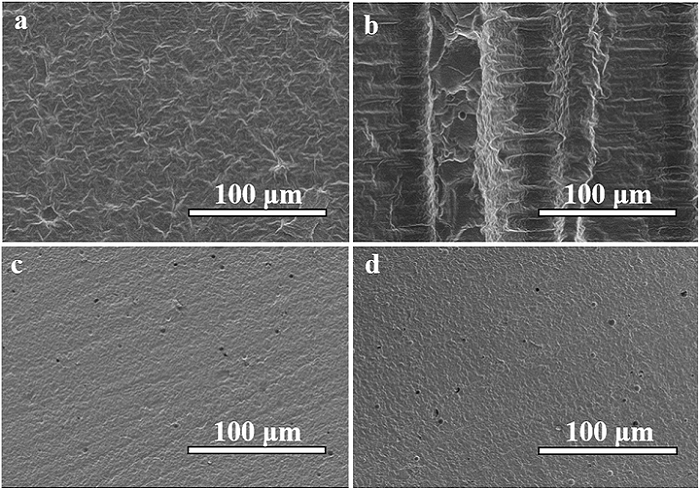
SEM images of an unpolished resin sample (type 3, 1000 mW, 100 mm s−1). (a) The front surface of the resin sample; (b) and (c) the side surface of the resin sample.
“In the fabrication of polymer coating, one of the strategies is to allow isocyanates to react with hydroxyl compounds to get radiation curable coating slurries,” the researchers explained. “The polyurethane resin, made of, e.g., IPDI, has excellent higher surface energy, photo-stability and chemical resistance and it is commonly used in paints, coatings, printing stamps and adhesion agents. HEMA is one of poly-acrylate derivates among acrylate-based resin, and acrylate-based monomers are used widely because of their low cytotoxicity and high heat resistance, while acrylate-based resin is prone to have a slower curing rate. Multifunctional monomers are applied to introduce more crosslinking sites, accelerate the curing rate and enhance the mechanical properties of the cured resin.”
They used HEMA, IDPI, and PEG to make the pre-polymer, and added diluents agents to modify the resin’s viscosity, because the pre-polymerization slurry was too sticky to use for SLA.
The researchers explained, “Viscosity is an important parameter to ensure good quality of SLA-printed parts. When the scarper forms a new layer, it is necessary to wait until the resin surface becomes completely flat in order to have accurate thickness control. Low-viscosity slurries are usually preferred as they allow better resin flow to replenish each layer during printing and also make handling easy (refilling and cleaning the resin tank more convenient).”
Photograph of a cubic resin sample with a size of 10 mm × 10 mm × 10 mm
After adjusting the software to match the slurries’ viscosity, the team 3D printed several 10 x 10 x 10 mm sample squares. After adjusting the laser power and scanner speed as well, they discovered that the three kinds of slurry had different typing ranges.
The researchers were able to show that that the crosslinking strategy of polyurethane-acrylate polymer could be applied for pre-polymerization in the resin slurry’s 3D printing synthesis. They also demonstrated that resin characteristics can be tailored for use in different applications by using variations of diluents.
“With 2-hydroxyethyl acrylate as diluents, the slurry can be used in high precision manufacturing, and the shrinkage of final parts is smaller than 1.3%. With ethylene glycol monophenyl ether as diluents, the density of final parts is larger than that of PVC and PET, which is comparable to the density of PC. The individual samples are uniform in the interior, and the front and side after polishing have similar surface quality and hardness. The laser scans with low power and high speed resulting in incomplete curing, while low speed and high power may cause over-polymerization,” the researchers concluded. “Together, our results provide important technique information for exploring polymer-based stereolithography in manufacturing of more complex functional parts.”
Co-authors of the paper include Rongping Ni, Bin Qian, Chang Liu, Xiaofeng Liu, and Jianrong Qiu.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
The Seminal Moment: Creality’s IPO Analysis & Possible Effects
Something super important happened just a few days ago, and too few people paid attention. Creality, a pioneer in low-cost desktop material extrusion printers, went public. Creality is now listed...
As Longevity Gains Momentum, Rem3dy Health Raises £14 Million for 3D Printed Nutrition
Longevity hack or healthcare trend? The answer may depend on who you ask, but investor interest in personalized nutrition is growing as consumers search for the next longevity hack. Now,...
3Dnatives to Present ADDITIV Metals 2026: Resolving Key Barriers to Scaling Metal Additive Manufacturing
As the metal additive manufacturing sector prepares for a massive leap—with market valuations expected to climb from $6.02 billion to $7.02 billion this year—the industry is shifting its focus from...
Stratasys Dental’s Negar Movahed Says They’re “Open for Partnerships”
According to “3D Printing for Dentistry 2025: Market Study and Forecast” by AM Research, the dental 3D printing market generated $5.2 billion in revenue in 2024—that’s nearly one third of...
































