
Researchers Look at Fatigue Response of DMLS 3D Printed Maraging Steel


Known to possess superior strength and toughness without losing its malleability, maraging steel is a 3D printable, low-carbon alloy based on Martensite steel. It’s a special class of exceptionally strong steels, with applications in automotive and bicycle parts, among others, that derive their strength from precipitation of intermetallic compounds and not from carbon.
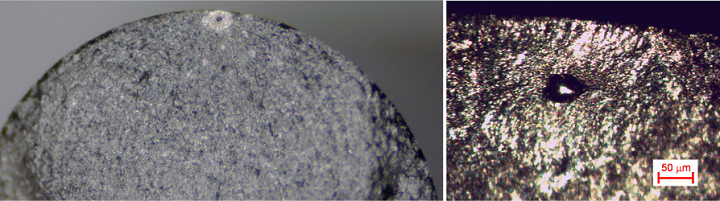
Fractographic analysis of the fracture surface of sample 8.4: detail at the right side with crack initiation from a sub-surface porosity.
Maraging steel is well-suited to powder bed fusion 3D printing methods, (also known as direct metal laser sintering, DMLS, laser cusing and Selective Laser Melting, SLM), which is one of the most widely used metal 3D printing techniques. But, there haven’t been many studies completed that look closely at the material’s fatigue response, which is why a group of researchers from the University of Bologna, automotive injection molding and chrome plating company Plamingo Ltd., and the University of Kragujevac in Serbia recently published a paper, titled “Experimental Study On the Sensitivity of DMLS Manufactured Maraging Steel Fatigue Strength to the Build Orientation and Allowance for Machining,” on that very subject.
The abstract reads, “This work derives its motivations from the increasing interest towards Additive Manufacturing and the lack of studies, mainly in the field of fatigue. The effect of build orientation and of allowance for machining on DMLS produced Maraging Steel MS1 has been assessed. The experimental results, properly set up by tools of Design of Experiment, have been statistically processed and compared. The outcomes were that, probably due to effect of the thermal treatment, machining and material properties, the aforementioned factors do not have a significant impact on the fatigue response. This made it possible to work out a global curve that accounts for all the results, consisting in a high amount of data points. This can be regarded as one of the most generable and reliable fatigue models being currently available in the literature. Fracture surfaces have been carefully studied as well, individuating the initiation points being usually located at sub-surface porosities. Micrographies along the stacking direction and the build plane have been performed as well.”

[Image: EOS]
“Fatigue testing was carried out under rotating bending, following the ISO 1143. Specimen geometry was chosen accordingly, with reference to the cylindrical smooth shape with uniform cross section at gage. The samples were manufactured with 6 mm diameter at gage and 10 mm diameter at the heads as a good compromise to reduce production costs, while ensuring agreement with the Standard,” the researchers wrote.
Design of the experiment
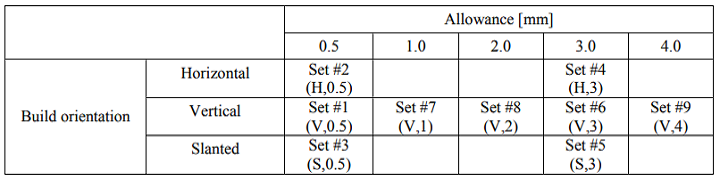
The experiment took both allowance and build orientation into account. The first factor refers to how much allowance is accounted during machining at each sample gage, and considered five levels – 0.5, 1, 2, 3, and 4 mm. As for build orientation, horizontal, vertical, and slanted (45° inclined) levels were considered, with, as the researchers stated, “reference to the inclination of the sample main axis of inertia with respect to the horizontal base plate during the deposition process with vertical stacking direction.”
The researchers wrote, “The fatigue testing was aimed at the determination of the S-N curves and the fatigue limits (FLs).”
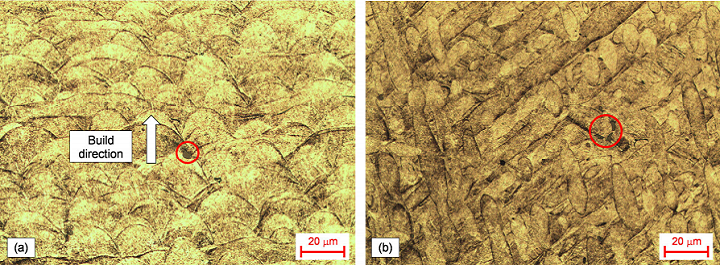
Micrographies on samples of Set #4 (H,3): (a) stacked layers with highlighted build
direction: (b) laser scans with emphasized inclusions by red circles
The results of the tests were statistically processed to see if the curve differences were significant to the observed scattering that affected the experimental data. The researchers also completed fractographic analyses, which showed that cracks typically begin from sub-surface porosities with “dimensions and distance from the edge of respectively 50µm and 80µm.”
“Six sample sets have been tested in the present campaign, thus investigating the effects of build orientation and of allowance, according to an extensive experimental plan,” the researchers concluded. “The results, statically processed, have indicated that the two mentioned factors do not have any impact on the fatigue response, including both the behaviour in the finite life domain and that for infinite life. In particular, the averaged fatigue limit, including all the performed tests, is 581 MPa, corresponding to 38% of the Ultimate Tensile Strength. This completely isotropic response is due to the beneficial effect of aging and machining, to the higher layer thickness (with respect, for instance to Stainless Steels) and to material properties, especially a not high coefficient of thermal expansion, which lead to a quite small residual stress field arising from the stacking process.”
Co-authors of the paper include Dario Croccolo, Massimiliano De Agostinis, Stefano Fini, Giorgio Olmi, Francesco Robusto, Nusret Muharemovic, Nebojsa Bogojevic, Aleksandar Vranic, and Snezana Ciric-Kostic.
Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
The Drone Economy Needed a Scalable Manufacturing Backbone. ADDMAN Built One
When ADDMAN closed its acquisition of Forecast 3D in January 2026, the headlines focused on fleet size and Southern California footprint. Six months later, those metrics feel almost beside the...
The Drone Industry is Showing Where 3D Printing Delivers Real Value, AM Research Report Finds
The rapid rise of drones is creating one of the biggest opportunities for additive manufacturing (AM). Whether they’re used on battlefields, inspecting bridges or crops, or delivering supplies, drones need...
The Longevity Economy Needs a Factory
Longevity has become one of the biggest stories in healthcare. Every week seems to add a new announcement about an anti-aging therapy, an AI-powered drug discovery platform, or a startup...
The SLS Market: Game of Trucks
This is truly an exciting moment in the SLS market. With HP‘s release of the 1200 and Formlabs‘ release of the X1, we can see the SLS market heating up....































