

CERN 3D Printing Components for Particle Accelerators


Several years ago, there was quite a stir around the world when the European Organization for Nuclear Research (CERN) began work with the Large Hadron Collider, the world’s largest and most powerful particle collider. Some people feared that the collider could generate a black hole that could swallow the entire planet, and while it’s been established that that isn’t possible, it’s still a rumor that comes up from time to time. While the Large Hadron Collider is the most famous machine at CERN, the facility actually operates six particle accelerators and one particle decelerator.
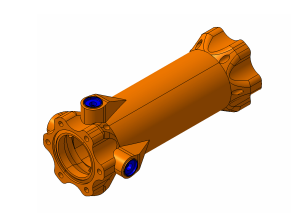 With all of that machinery going, there is always going to be a need for repairs and replacement components. A group of researchers recently conducted a study in which they 3D printed a stripline beam position monitor (BPM), a standard component in particle accelerators. Last year, these researchers reported preliminary results showing that 3D printing is compatible with Ultra-High Vacuum, and will be reporting additional results shortly. For this study, they wanted to simply show that 3D printing, which they refer to in the paper as i3D, could be used to simplify an ordinary particle accelerator component.
With all of that machinery going, there is always going to be a need for repairs and replacement components. A group of researchers recently conducted a study in which they 3D printed a stripline beam position monitor (BPM), a standard component in particle accelerators. Last year, these researchers reported preliminary results showing that 3D printing is compatible with Ultra-High Vacuum, and will be reporting additional results shortly. For this study, they wanted to simply show that 3D printing, which they refer to in the paper as i3D, could be used to simplify an ordinary particle accelerator component.
“One of the advantages of i3D is that it allows to make complex shapes and thus allows topological optimisations of shapes for a given function (for example sustain the force due to the pressure difference) with minimal material,” the researchers state.
The researchers used the topology optimization software INSPIRE from Altair to alter the BPM’s flange to reduce the weight of the component. By optimizing that part, they were able to reduce the weight of the BPM by 40%. 3D printing turned out to be an easier mode of production than traditional methods, as well.
“One of the difficulties of BPM manufacturing by traditional means was the thin cylindrical striplines: to have the correct relationship between the body diameter and the electrodes diameter, the electrodes had to be less than 2 mm thick but attempts to make this with traditional manufacturing methods using a lathe failed as this was too thin,” the researchers continue. “The same electrodes with a 2 mm thickness were manufactured without any difficulty by i3D.”
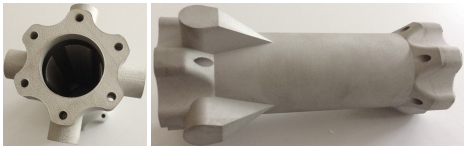
To avoid having to use supports, the BPM was manufactured with a vertical beam axis and a taper added underneath the electrical feedthrough. It was 3D printed in only one part, whereas a traditionally manufactured BPM needs to be made in four parts and welded together. This also allowed for the part to be made 20 mm shorter, as no space had to be left for the welding of the flanges on the body.
“After additive manufacturing some minor work had to be done in the workshop: recutting of the flange surface to get a flat surface and sharpening of the vacuum knife (not yet reachable by additive manufacturing),” the researchers state. “The electrical feedthroughs were purchased separately and welded using traditional techniques.”
The BPM was then tested by the vacuum group; no leaks were found and the outgassing rate was comparable to a traditionally manufactured BPM.
The manufacturing time of the 3D printed BPM was about 36 hours, and the total time passed between sending the file to the manufacturer to receiving the completed component was less than a week. In contrast, manufacturing a BPM with traditional machining would have taken four to six weeks. The cost of the 3D printed BPM was also about half of that of a traditionally manufactured one.
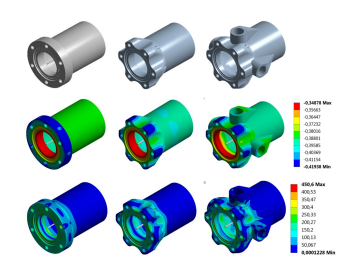
Topological optimisation of the BPM. The left column corresponds to the original BPM, the center column to the end of the i3D BPM not on the feedthrough side and the right column the i3D BPM on the feedthrough side. The top line shows a view of the CAD model, the middle line show the stress induced displacement in millimeters when the BPM is bolted and the bottom line the Von Mises strains in MPa.
In testing, the accuracy of the BPM was shown to be higher than that of a traditionally manufactured one, but the researchers also noted that the 3D printed BPM had a lower surface quality, which “may result in a significantly higher impedance, so at the moment we make no claim on the suitability of such a BPM for a ring.”
The next step will be to perform measurements with a stretched wire in the coming weeks. Once the measurements have been performed the researchers will test the 3D printed BPM, along with two traditionally manufactured BPMs, at the PHIL photo injector.
The research was documented in a paper entitled “Study of the Performances of a 3D Printed BPM.” Authors include S. Jenzer, D. Auguste, J. Bonis, N. Delerue, Frederick Gauthier, A. Gonnin, and Oleh Trofimiuk.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
AM Asia Watch: China Exported 2.46 Million 3D Printers in Four Months
China’s consumer 3D printer industry seems to be reaching a new level of global dominance. According to Chinese state media outlet China Global Television Network (CGTN), China exported 2.46 million...
As Longevity Gains Momentum, Rem3dy Health Raises £14 Million for 3D Printed Nutrition
Longevity hack or healthcare trend? The answer may depend on who you ask, but investor interest in personalized nutrition is growing as consumers search for the next longevity hack. Now,...
Creality’s Listing: A Sign That China’s Consumer 3D Printing Has Entered a New Phase of Global Competition
Just days ago, the bell rang at the Hong Kong Stock Exchange (HKEX) for Creality. The company opened at HK$33.80 per share, up from the IPO price of HK$18.8, giving...
AMPulse Asia: Creality IPO Headlines APAC 3D Printing Market Roundup
Asia’s additive manufacturing sector spent the back half of May moving capital and capacity, not just demos. Chinese desktop and consumer printer makers pushed onto public markets, metal powder producers...
































