New Technique Creates Smoother 3D Printed Optical Components

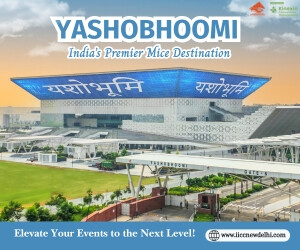
STL file of a parabolic mirror
3D printed objects don’t come off the print bed perfectly smooth; on the contrary, many 3D printing technologies leave a decent amount of surface roughness, which is unacceptable for applications involving optics. These applications may include mirrors, lenses, and solar panels, just to name a few. It would be easy to write off 3D printing as a method of producing these optics, but there are ways around the issue, as Stanford University researchers Nina Vaidya and Olav Solgaard demonstrate in a new paper entitled “3D printed optics with nanometer scale surface roughness.” You can access the full publication here.
3D printing is, in fact, an appealing option for 3D printing optics, as it allows for fast and cheap production of geometries that other methods of fabrication are not capable of. The rough surfaces of 3D printed objects, however, create scattering, which reduces optical performance. The Stanford researchers developed a UV curable polymer mixture that they applied to the surface of 3D printed parts, which reduces the surface roughness to a few nanometers as opposed to tens of microns.

3D printed parabolic mirrors at different stages of the fabrication process: As printed (a), after smoothing (b), and the completed mirror after smoothing and Al deposition (c)
“We tried a number of smoothing techniques, including flame polishing, acetone vapor polishing, spraying of polymer coatings, and mechanical polishing,” the researchers explain. “None of these methods create the nanometer scale smooth surfaces required for optical applications. To meet this surface roughness criterion, we coated the printed optics with a UV curable polymer mixture consisting of methacrylates, acrylates, and urethane based polymers. This gel resulted in smooth and tough films that adhered well to the printed surfaces. When compared to a heat cure, a UV cure minimizes shrinkage of the polymer, which maximizes surface smoothness and conformal coverage.”
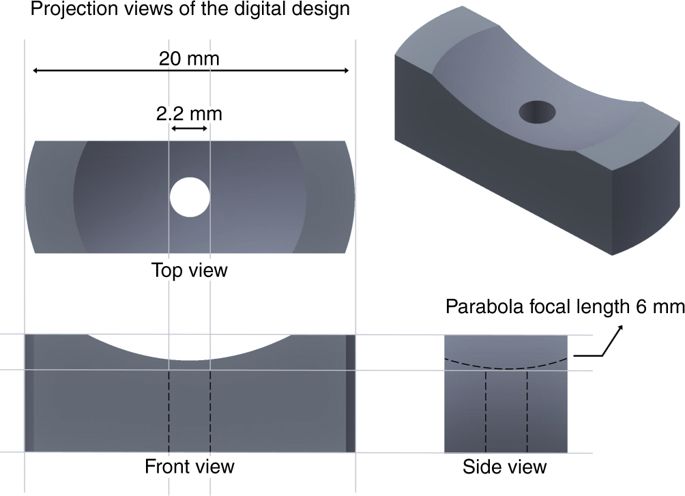
Solar concentrator lens array: The input side is arranged as a tileable array of hexagons that along the length of the concentrators gradually morph into squares on the output side. The smaller squares at the output allow smaller solar cells to be used to convert the concentrated power. The molds were filled with graded-index polymers to complete the concentrator array. Figures a–d show the process flow from as-printed part to the completed concentrator array
The process takes several steps:
- Rinse the 3D printed part with water and detergent, blow dry and leave in low temperature oven
- Place the part in a vacuum to de-gas for a few hours
- Coat a thin layer of UV curable polymer mixture on the surface of the part with a fine brush
- Place in vacuum chamber to get rid of any air trapped in the printed material, in the gel layer, or in between the printed surface and the gel so that the gel can fill in any pores or depressions to make smooth surfaces
- If needed for conformal coverage, use gravity or spinning to remove excess gel. Let gel flow under gravity by placing the optics flat on a stand. Spin at around 1400 rpm for 3–5 min while the gel is still un-cured. Brush off excess gel at the edge of the frame/support
- UV cure the finished gel surface for a couple of minutes, with the exact time depending on the size of the part
 The researchers tested their technique with both flat and parabolic mirrors, solar concentrator arrays, and immersion lenses used in microscopy of biological samples. Consistently, they were able to reduce the surface roughness to less than three nanometers after the smoothing process.
The researchers tested their technique with both flat and parabolic mirrors, solar concentrator arrays, and immersion lenses used in microscopy of biological samples. Consistently, they were able to reduce the surface roughness to less than three nanometers after the smoothing process.
“Imaging with 3D printed parabolic mirrors were comparable to a diamond turned metal mirror and nearly diffraction-limited spot sizes were measured with modest incidence apertures,” the researchers state. “Solar concentrator hexagonal arrays were made using 3D printing and they demonstrated 5 suns concentration across an acceptance angle of 40°. PDMS immersion lenses were made with nanometer smooth surfaces released from 3D printed molds.”
3D printing has been used before to manufacture optical components, typically using highly specialized equipment to get the kind of surface needed. Vaidya and Solgaard tested multiple 3D printing technologies and found that SLA and wax printers were the most effective for creating optical components, as long as the smoothing solution was applied afterwards. Their method enabled them to produce optics that were low-cost, customizable, lightweight, low on material waste and easy to fabricate.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
Breaking the Bottleneck: How Automated Post-Processing Is the Key to Scalable Dental 3D Printing
The dental industry has undergone a dramatic transformation over the past decade. Traditional fabrication methods, such as manual casting, milling, and hand finishing, are being steadily replaced by digital workflows...
Formnext 2026: A More Mature AM Landscape Takes Shape in Frankfurt
Formnext 2025 offered a clear view of where Additive Manufacturing currently stands: an industry that has moved well beyond its hype phase and is progressing at different speeds across technologies,...
Engineering Readiness for the Most Demanding Defense Programs
As additive manufacturing moves from innovation to execution, success is no longer defined by machine capability alone. For the most demanding U.S. defense programs, additive manufacturing must be engineered, qualified,...
From Monitoring to Measurement: Why Objective Inspection is Becoming Essential for Scalable Metal AM
Additive Manufacturing (AM) is no longer judged by its printing capabilities, but how it can print reliably, repeatedly, at scale. As metal AM continues its transition from prototyping to production,...