
3D Printing with Water Soluble Supports Improved with Latest Prusa Update


![]() Nothing kills the high of 3D printing a cool model quite like having to sit down and pry off support materials. Maybe I’m wrong – maybe there are some who enjoy the slow process of watching a full model emerge from support material once it’s been removed from the print bed, but I personally would rather not have to deal with the hassle. Luckily, less than a year after releasing its Slic3r Prusa Edition software, Prusa just introduced the latest update for it, which includes improving the 3D printing of water soluble supports.
Nothing kills the high of 3D printing a cool model quite like having to sit down and pry off support materials. Maybe I’m wrong – maybe there are some who enjoy the slow process of watching a full model emerge from support material once it’s been removed from the print bed, but I personally would rather not have to deal with the hassle. Luckily, less than a year after releasing its Slic3r Prusa Edition software, Prusa just introduced the latest update for it, which includes improving the 3D printing of water soluble supports.
 While Version 1.33.3 introduced Smooth Variable Layer Height and 1.35.3 featured a better 3D scene manipulation, the latest update, 1.36.2, allows the Prusa i3 MK2 Multi-Material printer to use soluble interface support material only on interface layers, which will help users save on the cost of the expensive material.
While Version 1.33.3 introduced Smooth Variable Layer Height and 1.35.3 featured a better 3D scene manipulation, the latest update, 1.36.2, allows the Prusa i3 MK2 Multi-Material printer to use soluble interface support material only on interface layers, which will help users save on the cost of the expensive material.
“You have three ways to print with support,” founder Josef Průša explained. “Basic supports from the same material as on regular MK2/MK2S, water soluble supports everywhere and water soluble only on the interface layers.”
The company tested all three methods on the Pegasus model by Thingiverse user dot-kit. By using the basic supports, which are the same as what’s typically used on the MK2S printer, users are able to save money and print in four materials/colors; however, the finish of supported surfaces “isn’t always as pretty.”
By using water soluble material everywhere, the supported side of your model will have a much better surface finish, but objects that need a lot of supports make this technique costly.

For this method, Průša says, “Water soluble material needs to be placed in the extruder 4 and use NORMAL SOLUBLE FULL print settings.”

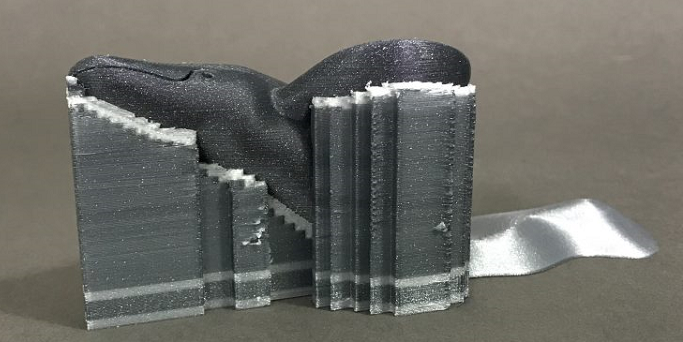
PLA supports vs soluble supports
The optimal thing to do is use water soluble material only on the support interface layers – the majority of the support structure is 3D printed with a typical inexpensive material, but your model will feature the same great surface quality you’d get when using full soluble supports. However, Průša notes that this method can’t be used with objects that have “supported inaccessible internal geometries,” because insoluble parts of the support would be trapped. Just as you would for the water soluble material everywhere method, you should use extruder 4 and Normal Soluble Interface print settings for this technique as well.
“Always store the water soluble materials in a sealed bag with some desiccant,” Průša said as a reminder.
Most of the soluble support materials Prusa worked with while testing out the various water soluble printing techniques were stringy, and sometimes even jammed the multiplexer. But they happened to discover two materials that work very well with the Multi Material upgrade: BVOH from Verbatim and PVA from Primaselect, both of which are available in Prusa’s e-shop.

In comparison to PVA, Verbatim’s BVOH, which was introduced earlier this summer, does not produce quite as much stringing. It’s easy to use – just print with PLA settings – and does not absorb as much air humidity as PVA material does. Additionally, those who don’t like to dunk their models in water to dissolve support materials will enjoy that, most of the time, BVOH makes it possible to cleanly break the supports off.
Primaselect PVA does introduce a little bit of stringing, and absorbs the air humidity faster, but “proved to be almost as good as BVOH.”
You can download the latest 1.8.0 drivers with Slic3r PE 1.36.2 here. Discuss in the Prusa forum at 3DPB.com.
[All images: Prusa]
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Phillips Corporation Rebrands Additive Hybrid Division, Now Called Phillips Advanced Manufacturing
Phillips Corporation announced that it will rebrand its Additive Hybrid division to become Phillips Advanced Manufacturing. The focus will now be on advanced manufacturing in the broadest sense. Brian Kristaponis...
Arridex Opens Additive Manufacturing Omnifactory in Lagos for MRO & Spare Parts
Arridex, formerly known as the RusselSmith Group, has been building additive manufacturing competence and capacity in Africa for years. Previously, the company got approval to use a Roboze 3D printed...
DREAMing in Dayton: DREAM Symposium Covers AM, AI, Supply Chain, & More
This month, I attended a manufacturing industry event, like I often do. But instead of getting on a plane to New York City, or driving four hours to Youngstown, I...
ORNL Origami Creates Large Foldable Structures
Oak Ridge National Laboratory (ORNL) is using a hybrid 3D printing method to make foldable panels. At the Department of Energy’s (DOE) Manufacturing Demonstration Facility (MDF) at ORNL, researchers turned...































