Made for Me Offers Tips on SLS 3D Printing with Nylon: Enjoy Greater Durability & Versatility for Complex Models

![]() As an artist is to pencils and paints, the 3D printing enthusiast is to materials. And if you’ve become passionate about using this technology, whether at home or for work, then you are probably beginning to branch out beyond ABS and PLA—although hopefully you took away some helpful information from our last major article on ABS, regarding the Ultimate Guide to ABS 3D Printing from Made for Me.
As an artist is to pencils and paints, the 3D printing enthusiast is to materials. And if you’ve become passionate about using this technology, whether at home or for work, then you are probably beginning to branch out beyond ABS and PLA—although hopefully you took away some helpful information from our last major article on ABS, regarding the Ultimate Guide to ABS 3D Printing from Made for Me.
Moving right along though, we’re now ready to examine the world of nylon. Known to be a bit more difficult and high-maintenance to work with, there are some challenges with this material, but the rewards are found in greater strength and durability. This may become quite enticing if you’re working on a project where more traditional filaments just aren’t up to the job for complex work.
Founded in 2014, Made for Me actually specializes in connecting avid designers with industrial 3D printing suppliers, allowing them to find a wide range of parts and prototypes. It would appear that they are also building a growing fan base for their blogs and guides as well, as they have also just produced The Ultimate Guide to SLS Nylon 3D Printing—another very helpful set of tips for the making community. What they are offering allows you to educate yourself and ease into the use of nylon, setting aside some of the worry and hassle as you uncover a great deal more about this versatile material, and how to work with it.
As Made for Me explains, nylon is actually a very commonly used material among professionals. And while numerous designers may have dipped their feet in the water, much curiosity—and perhaps trepidation—may remain. Here to dispel that, and send you on your way to making some more durable 3D models, the Made for Me Team is offering us further insight, with the ambition that we might all strive to become experts not just in 3D printing, but in the use of a range of materials as well.

Made for Me shows a Nylon iPhone 4 case with integrated hinge and snap fit elements after two years of frequent use. This is great evidence of how durable 3D printed nylon is!
Synthetic polyamides are certainly popular for uses far beyond 3D printing. Used to make everything from parts in your car to that comb in your purse to food-packing materials—as just a few examples—it would almost seem they make the world go round. In your 3D printer however, Nylon 12 is probably what you are going to be using. Exhibiting a low melting point and relatively low water absorption as polyamides go, this petroleum-based thermoplastic excels over ABS as it is both stronger and more flexible. Most commonly, DuraForm PA (for 3D Systems machines) and PA2200 (for EOS machines) are used.
Made for Me recommends nylon for projects where living hinges or snap-fit parts are being manufactured. Nylon can also be dyed and painted, although you may find colors to be more muted.
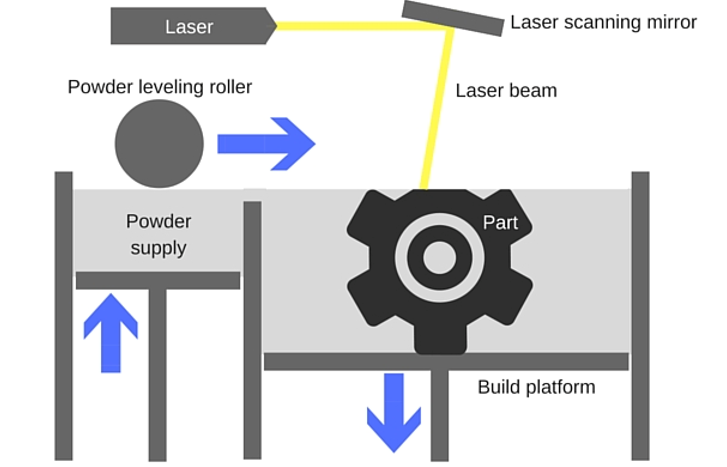 The Method for Printing with Nylon: You may not have known much about nylon previously, and Selective Laser Sintering (SLS) may be even more foreign to you as this method has historically been relegated more to the professional and industrial realm (see the video at this end of this article for a better visualization). While that is beginning to change as prices come down for these particular 3D printers, and accessibility is expanded, it’s important to understand that this technology is centered around the use of a laser that sinters material and then allows it to bind into a solid structure, which is removed from the build chamber.
The Method for Printing with Nylon: You may not have known much about nylon previously, and Selective Laser Sintering (SLS) may be even more foreign to you as this method has historically been relegated more to the professional and industrial realm (see the video at this end of this article for a better visualization). While that is beginning to change as prices come down for these particular 3D printers, and accessibility is expanded, it’s important to understand that this technology is centered around the use of a laser that sinters material and then allows it to bind into a solid structure, which is removed from the build chamber.
“Each layer is made by depositing a thin layer of loose nylon powder, then using a laser to sinter the powder only in the areas that need to be solidified. After each layer is completed, the plate is moved downwards by a tiny amount and a new layer of powder is deposited on top, ready to be sintered,” states the Made for Me team.
“Since each layer sits on top of the nylon from the layer before it, nylon parts made using SLS don’t need supports for overhangs. This makes nylon a fantastic choice for parts which have complex geometries and overhanging area that require support when using other 3D printing techniques.”
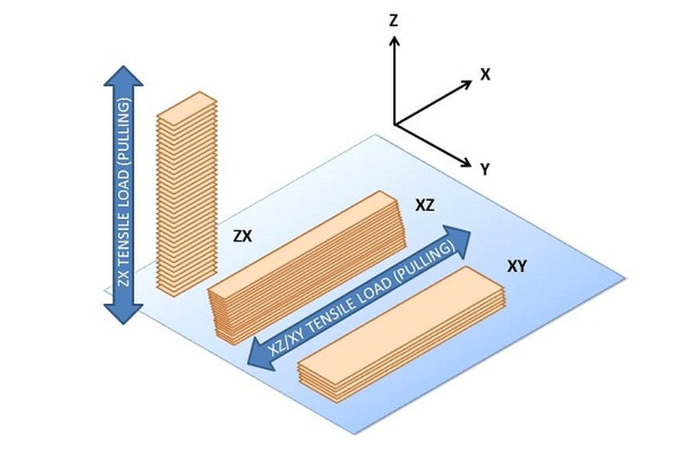
The importance of orientation: As you begin using SLS 3D printing for nylon, you will want to put a strong focus on orientation, as it can affect the integrity of your part. Consider three different orientations, testing them by pulling:
- Horizontal (oriented on the XY plane) – this orientation will be strong as the layers are running parallel to being stretched.
- On edge (oriented on the XZ plane) – this will take the longest to print, and will exhibit the most temperature variation beween the top and bottom.
- Vertical (oriented on the ZX plane) – again, with layers running parallel, this will show greater strength in testing.
With that said, you are probably getting the hint that if the layers are parallel to the direction of the load, you should find optimal tensile strength.
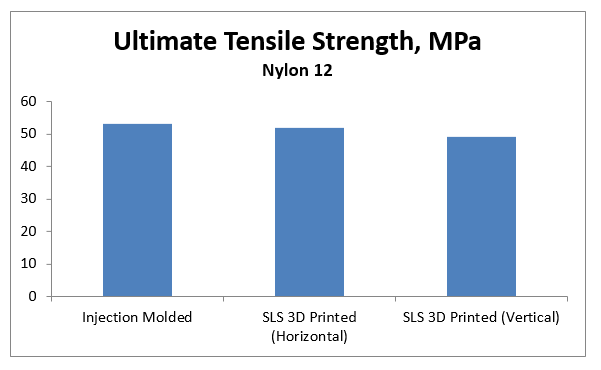
“Research shows that, compared to injection molded nylon, SLS nylon has virtually identical tensile strength, provided it’s oriented so the layers run parallel to the direction of the load,” states the Made for Me team. “In addition, even parts that aren’t optimally oriented still have strength within five to ten percent of the injection molded part. As a result, for most parts, you don’t need to worry too much about orientation when it comes to strength.”
Porosity and Warping: Keep in mind that as these tiny particles are sintered, you may see a mild amount of porosity, along with a slightly rough surface. You’ve probably also heard some concerns about the use of nylon and warping. Definitely to be considered, it’s important to note that during the printing process, each layer is intensely hot but cools quickly.
“As the part gets taller, that means that there will be big differences in temperature between the top layers and the bottom layers, which is important to remember if you want to avoid warping as the part cools,” states Made for Me.
This is a major concern if you are working with long, thin parts—or thinner walls.
“One way to mitigate this risk is to orient the part so any warp-prone elements run horizontally within the build chamber rather than vertically,” says Made for Me. “Another option is to build in additional structure to reinforce the structure as it is printed.”
Ductility: Referring to nylon’s ability to deform or stretch under stress, Made for Me points out that this is indeed where you will find the greatest disparity between injection molded nylon and SLS 3D printed nylon. Both are strong, but the injected molded parts will definitely win out here as they can stretch exponentially before finally snapping. Nylon 3D printed parts, while just as strong, will not stretch before breaking.
Stiffness and Fatigue: Here, you will find that SLS nylon exceeds injection molding in stiffness. That means, however, that should you be making a prototype, it’s important to keep in mind that you will be dealing with a stiffer product. In terms of fatigue, you should find that one, your 3D printed part will show identical fatigue to the same injected molded nylon—and two, how you orient the print, should make no difference in this respect.
Surface: Post-printing, you’ll probably want to smooth your print with ‘a light surface blasting.’ As pointed out previously, you should expect a rougher surface—as opposed to glossy or smooth. If that’s what you’re after, Made for Me recommends that you turn to either injection molding or CNC machining—putting in a rare plug for the traditional technology!
Print lines will probably not be a concern unless you are orienting parts with shallow slopes. The obvious fix there would be to orient your parts to minimize that and prevent the issue as much as possible.

Design Guidelines: Offered by the inventors of and experts on SLS 3D printing, you may enjoy the following guidelines on settings from the University of Texas at Austin:
- Minimum wall thickness: 0.8mm
- Minimum hole size: 2mm
- Moving parts clearances: Shaft clearance at 1mm / Gear tooth separation of 0.5 to 1.0 mm
- Hollowing and escape holes: Minimum wall thickness: 2mm / Minimum escape hole thickness: 4mm
Here, it’s recommended that you hollow out ‘chunky solid’ elements that will just add cost to your design. It is possible to create an empty space inside the design, along with constructing an escape hole so that the extra, unsintered nylon can be taken out after printing. A thicker wall is advised for maintaining strength.
The Hardware: As you consider a 3D printer to use—or purchase—you’re looking for affordability and a good build volume, according to Made for Me, as the team advises printing your parts in one piece whenever possible.
“The easiest way to find 3D printers that will print your parts in one piece is to get a free quote by uploading your 3D file to our website, which will automatically display the 3D printers that can fit your parts,” states the Made for Me team.
What you should take away from this information overall is while there may be a learning curve initially, nylon is definitely a versatile material that’s valuable in use if you are 3D printing complex and durable parts. You can compare it to injected molded nylon to see if it’s the right material and process for you, remembering that this particular material is stiffer and more brittle. Choose your build orientation with care and take note of the design guidelines provided by experts. Let us know how your venture into 3D printing goes, as well as your thoughts on how nylon stacked up in comparison to products used previously. Discuss further over in the SLS Nylon 3D Printing forum at 3DPB.com.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
The Convergence of Vision and Experience: AMS and AMUG
During the last few weeks, I spent time on the ground at both the Additive Manufacturing Strategies Forum (AMS) and the Additive Manufacturing Users Group (AMUG) meeting. What stands out...
HP’s Open Industrial Filament System Made North American Debut at AMUG 2026
At Formnext 2025, HP Additive Manufacturing revealed a major step in its broader portfolio expansion strategy with the announcement of a new 3D printer, the HP Industrial Filament 600 High...
The Magic of AMUG as Reported by a First-Time Attendee
There’s a special kind of magic about AMUG. I’ve heard about it for years, but never experienced it myself until last week. It’s different than what you see at some...
Würth Additive Group & B9Creations Announce Strategic Partnership at AMUG 2026
Last week, hundreds of additive manufacturing users (and a few journalists, like me!) met in Reno, Nevada to attend the 2026 Additive Manufacturing Users Group (AMUG) Conference. I’ll share more...