
Try the “Overkill Cooling” Method for High-Quality Small 3D Printed Parts

 While 3D printing technology hardware gets more refined as the industry becomes more aware of the needs of its users, makers and hackers continue to play a huge role innovating DIY solutions to some of our more pressing 3D printing problems. Take, for example, the issue of printing smaller parts. Parts printed in PLA, which is notorious for its “large glass transition temperature range,” experience shrinkage when cooling that also makes them flexible in an undesirable way. How can this situation be avoided? Gerrit Coetzee’s recent Hackaday post suggests there are ways to avoid cooling pitfalls, so if this is one of your chronic printing problems, you may want to take note.
While 3D printing technology hardware gets more refined as the industry becomes more aware of the needs of its users, makers and hackers continue to play a huge role innovating DIY solutions to some of our more pressing 3D printing problems. Take, for example, the issue of printing smaller parts. Parts printed in PLA, which is notorious for its “large glass transition temperature range,” experience shrinkage when cooling that also makes them flexible in an undesirable way. How can this situation be avoided? Gerrit Coetzee’s recent Hackaday post suggests there are ways to avoid cooling pitfalls, so if this is one of your chronic printing problems, you may want to take note.
Coetzee explains how 3D printed layers bond at the point where the plastic has freshly left the nozzle at its melting point. Once the plastic hits the glass, however, there is no further bonding. For printed layers to bond, the new plastic layer has to have “enough thermal mass to melt the plastic below it…allowing the polymer chains to get cozy and hold hands.” The geometry of a nozzle can aid this process, but fusing is really more about how liquid plastic melts. Nozzles with larger diameters produce stronger parts because of this heating dynamic.
 Given the science of 3D printing thermodynamics, Coetzee prefers to heat his nozzle up extra hot, which he claims can help produce a better bond and prevent jamming. But making the nozzle hotter also has its down side: it can reduce printing accuracy and even add “gloppiness” to the part. Coetzee experimented with nozzle temperature only to discover that gloppiness could only be avoided at the lowest temperatures. What to do?
Given the science of 3D printing thermodynamics, Coetzee prefers to heat his nozzle up extra hot, which he claims can help produce a better bond and prevent jamming. But making the nozzle hotter also has its down side: it can reduce printing accuracy and even add “gloppiness” to the part. Coetzee experimented with nozzle temperature only to discover that gloppiness could only be avoided at the lowest temperatures. What to do?
He tried to reduce the nozzle speed, which allowed for the air and the cooling fan to cool the part as layers were printed, resulting in less gloppiness. But think about it: who wants longer printing times? As Coetzee describes, printing “a larger part would be a nightmare.”
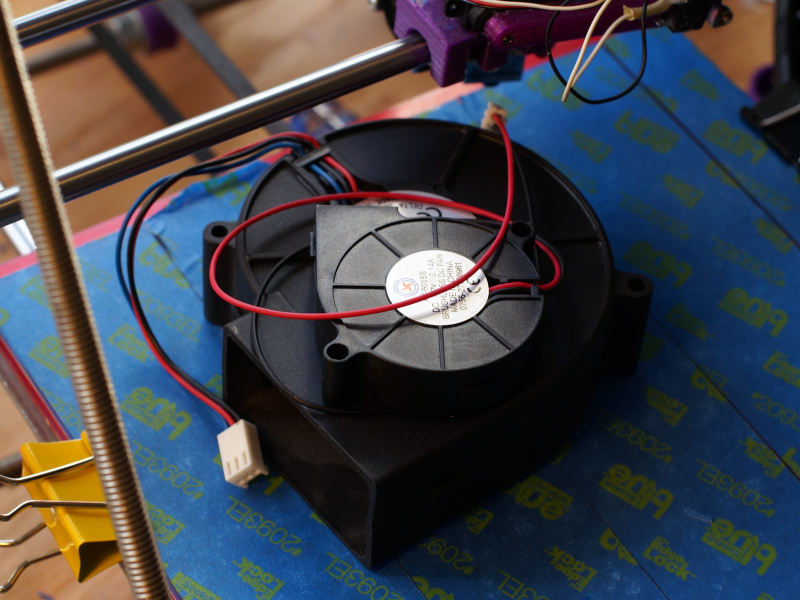
 All of this speed and temperature experimentation does pay off as Coetzee finally decides that “overkill” is the best way to solve this problem. He now knows that cooling an in-progress part before it hits glass and becomes bendy is key, so he used his friend’s squirrel cage fan and “scrounged a 12v, 1.7A fan from a broken Power Mac G5 power supply” to rig a new cooling system for his 3D printer. Here he describes what he did:
All of this speed and temperature experimentation does pay off as Coetzee finally decides that “overkill” is the best way to solve this problem. He now knows that cooling an in-progress part before it hits glass and becomes bendy is key, so he used his friend’s squirrel cage fan and “scrounged a 12v, 1.7A fan from a broken Power Mac G5 power supply” to rig a new cooling system for his 3D printer. Here he describes what he did:
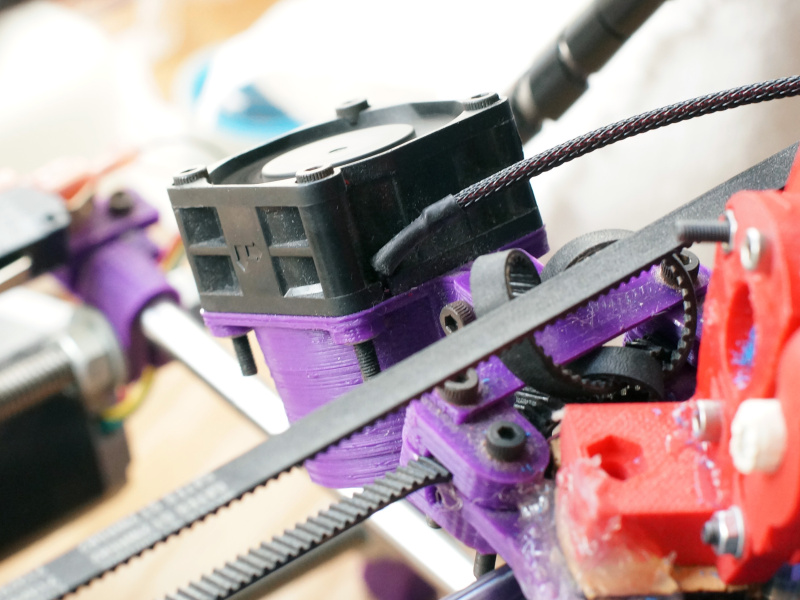
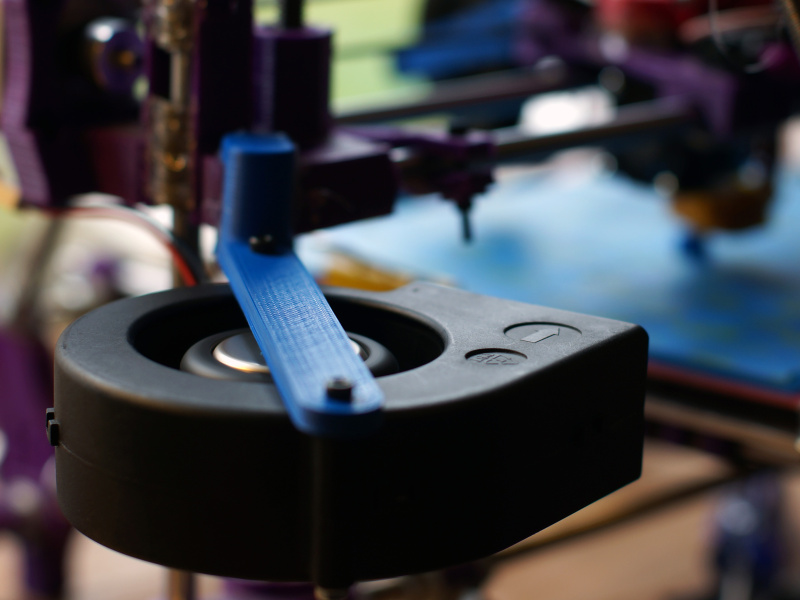
“I printed out mounts for the fans. The big one got attached to the Z axis, and the little one rides behind the extruder. I fired up the gcode from before and started to print, only to find that my nozzle stopped extruding mid way. What? I soon discovered I had so much cooling that my nozzle was dropping below the 160C cold extrusion cut-off point and the firmware was stopping it from damaging itself. My heated bed also could no longer maintain a temperature higher than 59C.”
After wrapping his extruder with fiberglass insulation and kapton tape, he turned up the nozzle temperature and speed, and printed the part. You can see the results below: it’s the part on the right.

The “overkill cooling” method appears to work well for Coetzee’s smaller 3D printed parts, and given that he has had such great success with this method, he reports that he looks forward to trying overkill cooling on ABS plastic soon. Discuss this ‘new’ method in the 3D Printing Overkill forum over at 3DPB.com.
[Source: Hackaday]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Profiling a Construction 3D Printing Pioneer: US Army Corps of Engineers’ Megan Kreiger
The world of construction 3D printing is still so new that the true experts can probably be counted on two hands. Among them is Megan Kreiger, Portfolio Manager of Additive...
US Army Corps of Engineers Taps Lincoln Electric & Eaton for Largest 3D Printed US Civil Works Part
The Soo Locks sit on the US-Canadian border, enabling maritime travel between Lake Superior and Lake Huron, from which ships can reach the rest of the Great Lakes. Crafts carrying...
Construction 3D Printing CEO Reflects on Being Female in Construction
Natalie Wadley, CEO of ChangeMaker3D, could hear the words of her daughter sitting next to her resounding in her head. “Mum, MUM, you’ve won!” Wadley had just won the prestigious...
1Print to Commercialize 3D Printed Coastal Resilience Solutions
1Print, a company that specializes in deploying additive construction (AC) for infrastructure projects, has entered an agreement with the University of Miami (UM) to accelerate commercialization of the SEAHIVE shoreline...



























