

Fabrisonic: Sound Waves are Building 3D Metal Prints Through Both Additive & Subtractive Processes


 With 3D printing, just when you think you’ve seen it–or heard it–all, something else takes its place in the forefront immediately, proving you wrong. While we have followed numerous, and very unique, stories regarding the actual 3D printing and translation of sound waves into the physical, from sound sculpture to echolocation, we’re now focused on the reverse: soundwaves driving 3D printing. And we aren’t talking plastic figurines here, either. Fabrisonic has developed a system for soundwaves to actually merge metal foil, allowing for dense, 3D objects forged from true metallurgical bonds in materials such as aluminum, copper, stainless steel, and titanium.
With 3D printing, just when you think you’ve seen it–or heard it–all, something else takes its place in the forefront immediately, proving you wrong. While we have followed numerous, and very unique, stories regarding the actual 3D printing and translation of sound waves into the physical, from sound sculpture to echolocation, we’re now focused on the reverse: soundwaves driving 3D printing. And we aren’t talking plastic figurines here, either. Fabrisonic has developed a system for soundwaves to actually merge metal foil, allowing for dense, 3D objects forged from true metallurgical bonds in materials such as aluminum, copper, stainless steel, and titanium.
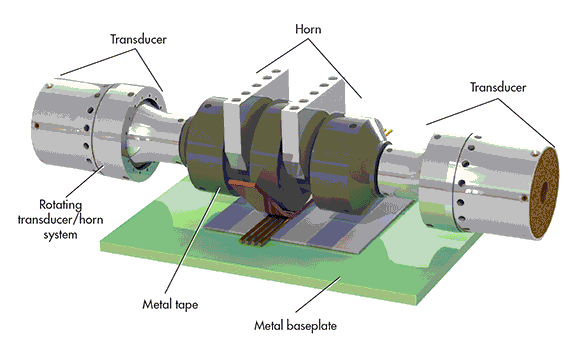
 With this harnessing of sound during the ultrasonic additive manufacturing (UAM) process, the use of extreme temperature and the need to melt the metal is eliminated. The objects are created in metal through numerous metal tapes that are welded together via the sound waves, with required details. The ultrasonic system itself is centered around a welding horn, accompanied by transducers that vibrate. These transducer vibrations are sent to the horn which then begins creating the solid weld between thin metal tape and a baseplate. Through the continuous ‘rolling of the horn’ the entire tape is welded to the plate.
With this harnessing of sound during the ultrasonic additive manufacturing (UAM) process, the use of extreme temperature and the need to melt the metal is eliminated. The objects are created in metal through numerous metal tapes that are welded together via the sound waves, with required details. The ultrasonic system itself is centered around a welding horn, accompanied by transducers that vibrate. These transducer vibrations are sent to the horn which then begins creating the solid weld between thin metal tape and a baseplate. Through the continuous ‘rolling of the horn’ the entire tape is welded to the plate.
In a combination of both additive and subtractive, this process allows for the use of traditional procedures and new technologies to produce a superior product. The succession of metal tapes, welded from side to side and then one on top of another, is what creates the eventual whole, while a machining process is responsible for additional features, as well as removing excess material.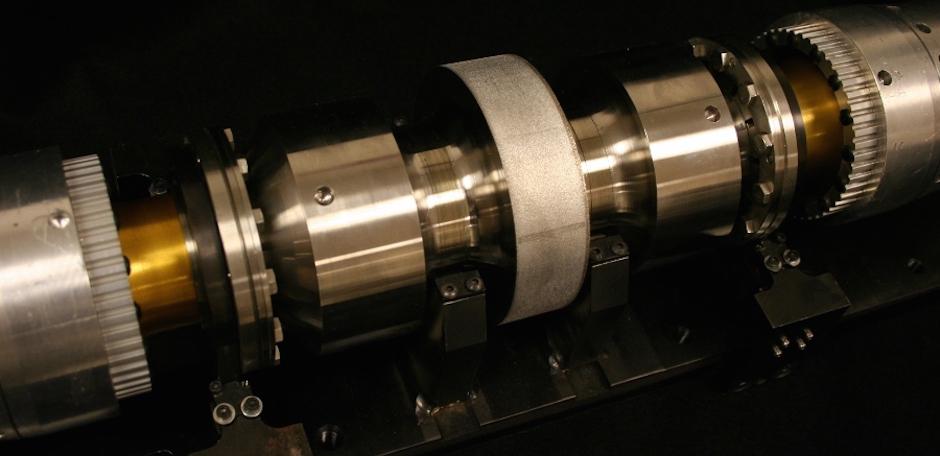
Fabrisonic has patented this technology and uses it in their hybrid additive/subtractive systems which operate at a very low temperature; for example, for aluminum, the peak temperature is below 250°F. The ‘solid-state nature’ is the prime benefit of the process, which also offers the following:
- Protection of material properties, as they are not exposed to extremes. Fabrisonic states that because of that, they don’t go through transformation in grain size, precipitation reactions, or phase changes.
- Bonding of metals that are different without resulting in brittleness. Because of this, the team can combine materials like aluminum and titanium for a custom, lightweight product.
- The ability to embed electronics such as microprocessors, sensors, and telemetry, due to the fact that they are not subjected to high temperatures.
“Traditional manufacturing has been optimized for high volume, low variability products that change slowly over time,” states the team on their website. “New pressures in a global market are accelerating design changeover and requiring increasing customization. 3D printing enables manufacturing driven by design; wherein CAD can be tweaked for every part and there is little to no cost for variation.”
Using their SonicLayer 3D printers, such as the 4000, the Fabrisonic team is able to print from 15 to 30 cubic inches per hour, offering a much larger build volume and meeting the requirements of industrial clients. The SonicLayer 4000 has a print bed size of 24” x 36” while the SonicLayer 7200 can accommodate parts 6 x 6 x 3 ft.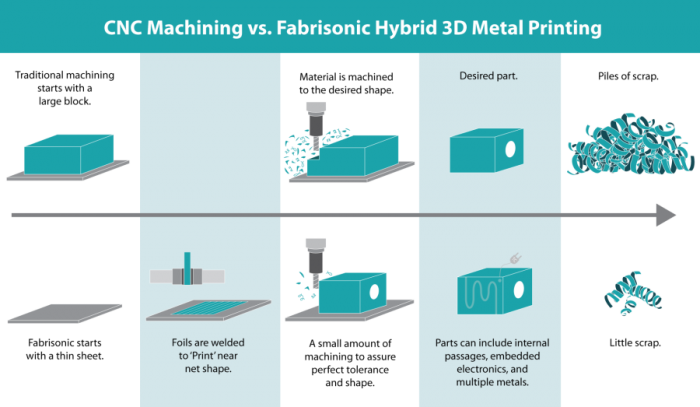
These hybrid systems begin with a CNC mill foundation, to which a welding head is added for 3D printing to add material (rather than subtract). The milling system is then used to create the final shape, allowing for a ‘silky smooth final surface finish’ with tolerances of +/-.0005”. Fabrisonic also recommends their hybrid systems for repair and maintenance of parts, as the subtractive processes can be used to ‘machine away’ areas that are damaged. Once that’s finished, the 3D printing portion can build them back up.
The UAM process is another great example of an innovative company creating machinery and methods to create superior, strong products while using a mix of old and new processes. Fabrisonic is able to use the most important benefits of both technologies for metal printing–a rapidly growing trend in 3D printing. Discuss this article in the Fabrisonic forum thread on 3DPB.com.
[h/t and Image: Machine Design]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
HeyGears Unveils G1X, the World’s First Desktop Full-Color 3D & UV Printer
For creators, makers, studios, and small businesses, color has remained one of the biggest barriers in digital fabrication. Multi-color FDM is limited in detail and often creates waste towers, while...
Goal! 3D Printing for the 2026 FIFA World Cup
The 2026 FIFA World Cup officially kicked off in Mexico City on June 11th. It’s the largest FIFA tournament in history, with 48 teams competing over 104 matches. Instead of...
3D Printing News Briefs, April 22, 2026: DINOs, Post-Processing, AM for Aerostructures, & More
We’ll start with event news in today’s 3D Printing News Briefs, as AMUG presented its DINO Award to six members at this year’s conference, and Axtra3D celebrated its five-year anniversary...
From Print Farm to Toy of the Year: ZB Designs’ Plastic Empire Takes 3D Printed Fidgets Mainstream
Zack and Berkley Bailey, Co-Owners of ZB Designs, started their business with one 3D printer as a side hustle while still in college. On February 13, 2026, in New York...































