The Key to Streamlined Workflows for Industrial AM Lies in Quality – and the Solution Is Already Taking Shape

Quality is the final frontier in 3D printing. Serial production of industrial applications requires a manufacturing method that reliably delivers parts of consistent quality – but this goal has so far eluded additive. As things stand, if you want to print an industrial component, engineers with specific training need to monitor, analyze, and correct errors during and after a build. Not a scalable way of operating.
AM workflows need to become easier to manage and to deliver consistent, easy-to-certify products – regardless of the facility or staff that are implementing it. This year, Baker Hughes and Oqton made a significant step forward in this direction by laying the foundations of an end-to-end process for the serial production of a Variable Resistance Trim (VRT) component.
The workflow has a fully digital framework with simulation and real-time process monitoring tools, and AI-based data preparation and anomaly analysis. It establishes an end-to-end process that will minimize in-field failures, increase repeatability, and assign liability to the correct actors if issues arise.
Figure 1: 3D representation of the VRT component that was manufactured using this workflow
How it was done
A few steps were required to create an end-to-end autonomous process for printing a VRT component.
First, it’s necessary to set up a digital replica of the manufacturer’s shop floor. In the VRT case, Oqton Manufacturing OS is used. Each printer had its digital version with essential status information, members of an organization were assigned personas, and the materials, vendors, customers, processing, and post-processing activities were defined. Every order is virtually submitted.
Next comes build preparation of the first article and the first steps to ensuring quality. Materials, machine, and process parameters, slicing and hatching strategies, orientation, semiautomatic and parametric support strategies, simulation-based corrections, and other parameters are selected together. Build and thermal simulations play a particularly important role in quality as they allow us to identify potential cracks, recoater collisions, overheating, shrink lines, and more. The part has its unique ID, and relevant files, metadata, and simulation summaries are uploaded to the Manufacturing OS.

Figure 2: Oqton Manufacturing OS enables AM organizations to create a digital replica of the shop floor
We now have all the elements necessary for printing. This workflow includes in-situ monitoring of the printing. Printers are connected to the Manufacturing OS through an industrial computer with sufficient computational capabilities. IoT data is analyzed for process deviations and AI models are used for anomaly detection on images. Operators receive alerts by email or directly on the cloud dashboard if issues arise. At the end of printing, they get a compact summary report.
The first article is then inspected. A thorough analysis of the part’s anomalies is performed, including their size, the criticality of their location, and correlation with e.g., simulation data and scan path. This gives insights about quality and reveals a possible root cause of problems. Based on the results, an engineer can decide whether to send the part to production, scrap it, or send it for further non-destructive testing. The results of all the analyses together constitute a complete dataset for quality assurance comparison for the reproduction of the part at an industrial scale.
The data produced and tracked with this workflow help ensure consistent quality across any independent qualified production site. Manufacturers often have multiple facilities and even subcontract manufacturing, so they need to make sure their parts will always be the same, no matter the production location. With this solution, all facilities will receive production orders for the VRTs and a report about the required quality specifications.
The full data set of the end-to-end manufacturing process is recorded and contained in the quality report which complies with the strictest traceability requirements of the industry. Which is available on demand in case of auditing or incident root cause analysis.
Technological prerequisites
A few technological requirements underpin this end-to-end additive production solution. Here are just a few of the most important ones.
For one, you need best-in-class physics-based computational technologies. The end-to-end approach leverages an extremely fast GPU-native voxel Finite Elements solver with automatic meshing that focuses on the prediction of some anomalies, overheating, and pre-deformation calculation.
AI models for anomaly segmentation and aggregation play an important part. The models used in this solution were trained on massive amounts of data to achieve automated image classification and segmentation with volumetric aggregation.
A major hurdle in 3D printing is the lack of standardization in everything from sensors and IoT data types to communication protocols, and beyond. We decided to use only sensor data that is common to almost every printer – oxygen levels, pressures, temperatures – and optical images from standard cameras looking at the build.
How can other applications benefit?
The end-to-end quality workflow was developed to enable the serial printing of a VRT component, but manufacturers can derive benefits from applying the same procedure to other parts as well. Baker Hughes is implementing the process for many other critical parts that are to be produced on serialized production.
This workflow also facilitates identifying the exact stage of the manufacturing process when a problem occurs. Recently Oqton used it to show that a crack that appeared on a component was not caused during the printing process but in post-processing, saving time on build preparation modifications.
Liabilities in highly regulated industries for critical components are a significant barrier to new technology implementation, this process helps address this gap by recording and assigning the potential liability correctly. A failure in operations that includes an additive-manufactured component is going to raise questions about the root cause of the problem and if the AM part is the origin of the problem. This workflow allows a manufacturer to trace every step of the production process and provides an easy-to-read and quick report, making it easy and fast to determine what were the deviations that occurred during production and whether they caused the failure.
Additionally, this workflow can help prevent costly errors. Nowadays manufacturers are printing large parts. The materials, machine, and operator time for such pieces are expensive, so a failed print comes with great losses. Stopping a print at the onset of an anomaly prevents this.
The end-to-end approach developed for the VRT component has significant implications for metal additive manufacturing in general. These are solid foundations of an AM workflow that can be implemented to manufacture industrial parts. This is the start of a new stage in additive’s evolution into a mature manufacturing technology.
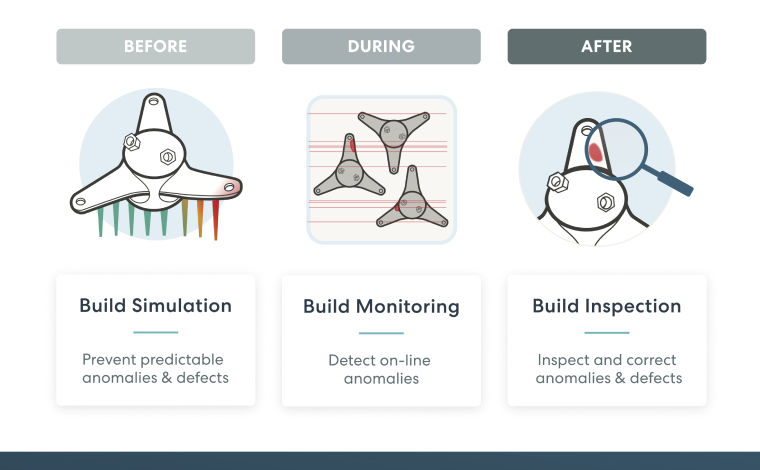
Figure 3: Streamlining industrial AM will require software that can trace part quality and evaluate build performance
Ben Schrauwen, CEO of Oqton, Inc., will be participating at the upcoming Additive Manufacturing Strategies business summit in New York, February 6 to 8, 2024. Schrauwen will be speaking on a panel titled “Panel 2: Workflow Software for AM.”
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Gorilla Sports GE’s First 3D Printed Titanium Cast
How do you help a gorilla with a broken arm? Sounds like the start of a bad joke a zookeeper might tell, but it’s an actual dilemma recently faced by...
Nylon 3D Printed Parts Made More Functional with Coatings & Colors
Parts 3D printed from polyamide (PA, Nylon) 12 using powder bed fusion (PBF) are a mainstay in the additive manufacturing (AM) industry. While post-finishing processes have improved the porosity of...
$25M to Back Sintavia’s Largest Expansion of Metal 3D Printing Capacity Since 2019
Sintavia, the digital manufacturing company specializing in mission-critical parts for strategic sectors, announced a $25 million investment to increase its production capacity, the largest expansion to its operations since 2019....
Velo3D Initiates Public Offering in a Bid to Strengthen Financial Foundations and Drive Future Growth
Velo3D (NYSE: VLD) has been among a number of publicly traded 3D printing firms that have attempted to weather the current macroeconomic climate. After posting a challenging financial report for 2023,...