

Reducing Sand Casting Lead Times and Costs with Hybrid 3D Printing


The sand casting process has undergone dramatic changes in recent years thanks to the benefits and advantages offered by 3D printing, also known as additive manufacturing (AM). Rest assured, sand casting practitioners and traditional casting companies will not go out of business because of 3D printing. Instead, AM can assist the traditional sand casting process, making it faster, more cost-efficient, and more agile.
Even with the use of 3D printing, the fundamental sand casting methodology remains largely the same:
- It still uses a replica or pattern of the intended final
- The pattern is still placed within a two-part mold with cores to make internal passages when
- Specialized molding sand is still compacted within the flask or mold chamber and on the pattern face.
- An in-gate, sprue, risering, and pouring basin are still
- One still pours in the molten
The only step in this traditional process that changes as a result of 3D printing is how the actual replica or pattern and core equipment are fabricated.
 AM Sand Casting Process
AM Sand Casting ProcessSubtractive patterns versus additive manufacturing patterns
The traditional method for fabricating patterns uses subtractive manufacturing technologies such as CNC milling of metal or plastic basic shapes. These processes manipulate a block of material into the desired shape by selectively removing unwanted material using machine tools.
By contrast, the AM process starts from nothing and adds only the material required, layer-by-layer within a build volume or build platform. The additive technology process delivers parts in a wide range of polymers, including standard thermoplastics, thermosets, filled and photopolymer resins, and even metals.
3D printing of casting patterns is recommended over traditional manufacturing in certain use cases:
- Reverse engineering old, worn-out pattern equipment – The sand casting process becomes more accurate, automated, and repeatable when using additive manufacturing. 3D scanners are used to scan the original part or pattern equipment. The design file can be adjusted or completed using 3D CAD software and then 3D printed to the proper tolerances and shrinkage factors.
- When alloys for a casting design change – When alloys change, so do the shrinkage 3D printed tools can be reproduced quickly to properly produce castings to the correct alloy shrinkage factor eliminating lagging and pattern damage.
- Fast lead time is of the essence – 3D printed patterns can be produced in just hours and days which becomes a major advantage when prototyping or delivering a batch of short-run parts.
- Multiple iterations, constant adjustments, or significant adjustments of the pattern equipment are required – It is much faster, more cost-effective, and more automated to adjust a pattern’s CAD file and then re-print it than to adjust traditionally fabricated pattern equipment.
- Lower volume complex core castings – Combined 3D process applications of 3D printed polymer patterns, as well as 3D printed sand cores, allow for rapid production of castings without producing expensive and time-consuming core equipment. If for some reason the casting is scrap, it is much less expensive and time-consuming to make conventional molds and purchase/produce additional 3D printed sand cores.
Not all 3D printing technologies are the same
There is a wide number and range of 3D printing technologies including binder jetting sands/metals, powder bed laser/EBM, SLA polymer/ceramic, filament extrusion, and [pellet extrusion. Factors such as part geometry, pattern size, and material requirements should be considered in selecting the best technology for sand casting pattern equipment. A large format 3D printer will serve the larger size requirement of many sand casting patterns. For example, direct pellet-fed 3D printing enables the use of a wide range of materials with deposition rates up to 10X higher than filament 3D printing. Additionally, pellet material costs are up to 10X lower than filament, which makes pellet extrusion a cost-effective alternative to subtractive technologies.
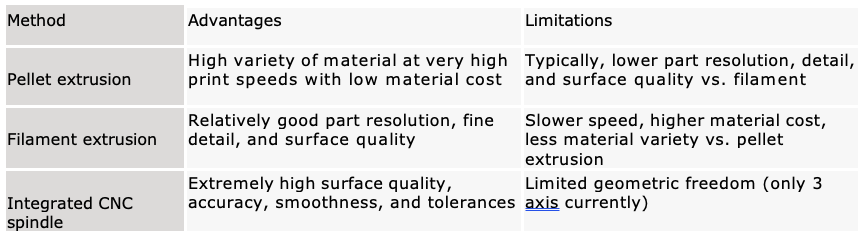
While 3D printing technologies bring significant advantages to the casting process on their own, there are several advantages for sand casting applications when combining additive and subtractive into a hybrid platform. For example, each of these key methods — pellet extrusion, filament extrusion, and spindle subtractive tooling — have advantages and limitations when considered in isolation. However, when combined in a hybrid platform solution, all the benefits can be realized without limitations.
-

- Filament print in PLA
-

- Pellet print in ABS with a 0.4mm nozzle in 0. 2mm layers
-

- Pellet print and machined in ABS
To help illustrate the effectiveness of a hybrid platform for sand casting applications, we can explore a real-world use case. Proveedora de Servicios y Suministros Industriales (PSSI) wanted to employ additive manufacturing to reduce the cost of manufacturing pattern equipment while compressing time. Their target was to reduce both time and cost by 50% while maintaining pattern dimensional quality.
Utilizing a hybrid platform, in this case, a Titan pellet extrusion 3D printer, PSSI was able to eliminate wood assembly and machining of typical wood pattern equipment. Unlike a CNC machine, the Titan 3D printer does not require continual labor to operate the equipment, thus enabling lights-out manufacturing and reducing time by more than 60% — from seven weeks down to two and a half weeks — while lowering total cost. Additionally, the material selected, PETG, not only has better durability than wood but has equivalent benching properties for final post-processing. This yields a faster, lower cost near net shape solution directly off the printer. Alonso Alvarez, CEO, PSSI has said, “3D Printing has helped us accelerate our manufacturing process of our products due to our confidence we have for the 3D printer to work 24/7 without the need for special care during printing.”
-

- Printing. Image courtesy of Proveedora de Servicios y Suministros Industriales
-

- Corresponding Pattern Print. Image courtesy of Proveedora de Servicios y Suministros Industriales
-

- Completed Pump Component Pattern and Coreboxes (Photos courtesy of Proveedora de Servicios y Suministros Industriales)
-

- Completed Pump Component Pattern and Coreboxes (Photos courtesy of Proveedora de Servicios y Suministros Industriales)
-

- Completed Pump Component Pattern and Coreboxes (Photos courtesy of Proveedora de Servicios y Suministros Industriales)
 Completed Pump Component Pattern and Coreboxes (Photo courtesy of Proveedora de Servicios y Suministros Industriales)
Completed Pump Component Pattern and Coreboxes (Photo courtesy of Proveedora de Servicios y Suministros Industriales)
Regardless of the additive manufacturing technology used to produce sand casting patterns, there are some important tips to keep in mind.
For sand casting patterns with improved surface finish:
- Consider using high-performance polymers such as glass or carbon fiber filled ABS, PC, Nylon, or PEKK which deliver higher durability and are better able to be sanded or machined than lower temperature polymers such as PLA and
- Consider that primer/paint adheres well to most high-performance polymers, except for Polyolefins (PP, PE). Coatings designed specifically for printed objects are available.
For solvent resistance and chemical sand resistance:
- No known reactions to No-Bake, Oil Sand, Green Sand, or ISO-
For low wear, high throughput patterns using stronger polymers:
- Up to 30,000 cycles with almost no visible or measurable wear have been documented by AFS studies (3D Printed Tooling for the Disamatic Process, Garret Iverson, Scenic Industries LLC, AFS AM Division, 3D Hard Tooling Committee, AFS Cast Expo, 2019).
- When reasonable, print in segments and assemble the pattern equipment. This reduces print issue impact and produces tools in parallel over multiple printers rather than serial.
- Always design for additive manufacturing (DfAM) to minimize material, print time, reduction of support, and print defects such as Remember the 45-degree rule and design to it.
- For high wear areas, the area may be assembled to the pattern and replaced when excessive wear has
- Gating is also an excellent Additive It is fast (overnight), precise and repeatable.
- The technology is reasonably simple to integrate into the organization using open market slicing
- CAD capabilities are essential along with dedication to the technology with sufficient
- Experience with designing and producing pattern equipment and the equipment to do so makes the integration of additive much more seamless
By integrating additive manufacturing into the sand casting process, foundries and pattern shops are becoming more agile and competitive, bringing high-quality castings to market faster and at a lower price point compared to traditional methods.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
3D Printing News Briefs, June 18, 2026: Reseller, Relocation, Metal Space Powder, & More
We’ll start with business news in today’s 3D Printing News Briefs, as XJet appointed a value-added reseller in Germany, BIO INX is expanding its presence in the Italian market, and...
Scientists Use BMF to 3D Print Seal Whiskers That Track Prey Long After It’s Gone
Seals use their whiskers to hunt. Not Navy Seals, although they may in some way also, but this article is about lowercase seals. Not Seal the musician either; as far...
Researchers Combine AI and Bioprinting to Create Tiny Blood Vessel Networks
If 2026 has a theme in bioprinting, it may be blood vessels. Researchers can already print incredibly sophisticated tissues. The harder part is keeping those tissues alive. Without a network...
University of Arkansas Researchers Test Metal 3D Printing in a Mars-Like Atmosphere
If humans eventually establish a long-term presence on Mars, they will face a major manufacturing challenge almost immediately. Tools will break. Parts will wear out. Equipment will need repairs. But...































