Stress Testing the JEOL JAM-5200EBM Electron Beam Metal 3D Printer – Part I

Anyone who has stepped into an internist or a cardiologist’s den may readily recall the experience of going through a round of evaluations and tests before being made to sweat on a treadmill with electrodes strapped to the chest. This two-part approach combines a foundational analysis of the body’s internals followed by a “stress test” where the idea is to push the heart to its limits via exercise to diagnose issues related to blood flow. Likewise, in the world of engineering, software, or hardware, after baseline analysis, a stress test deliberately runs a system beyond normal operation to determine its safe usage limits or operating life.
JEOL, headquartered in Tokyo, Japan, is bringing their JAM-5200EBM industrial metal printer to North America. As one of the new entrants to the Electron Beam Powder Bed Fusion (EB-PBF) market that I reviewed in a previous article, JEOL invited TBGA to evaluate their technology and readiness against the needs of the industry. So, we agreed to subject the printer to the two-part TBGA Stress Test.
Looking under the hood using data
The concept behind the TBGA Stress Test is similar. It encapsulates our ADDvisors’® 150+ years of combined experience in qualifying and implementing several AM technologies into series production, operating AM printers on the production floor, as well as certifying AM parts in the most regulated industries such as aerospace and medical.
In the first part of the test, we look under the hood of a printer and perform a foundational analysis of its characteristics. We first benchmark the key features against the industry standard. We then quantitatively evaluate the economics of the printer’s technology using a suite of exemplar industrial parts. These are parts that TBGA designed to push the limits of design and process, and have successfully used over the years to compare economics across manufacturing technologies. Our analysis considers capital investment, cost of labor and service contracts, the cost of consumables required to operate a printer on a factory floor, as well as the full value chain from powder through to a production-ready part, including inspection, compliance paperwork and shipping.
Next, we address the question – is the printer mature enough to deliver the economics at scale in a production environment supporting the most regulated industries such as aerospace and medical? We first evaluate and score the printer’s product technology maturity to withstand the rigor of certification and qualification codified by these industries. We then assess the industrialization maturity in terms of the printer’s install base, materials choices, sales and service support network, and productivity.
In Part II of the TBGA Stress Test, which we will cover in the next article, we physically stress test the printer to the credible extremes of its operation to evaluate its stability, reliability, repeatability, and robustness required to succeed as a production workhorse on the factory floor.
For this article, we set the requirements for Part I. JEOL provided their inputs and supporting data. We performed our technical and business analysis with abundance of engineering curiosity. The result is an independent evaluation of the JEOL JAM-5200EBM metal printer.
A deeper look at the industry needs
As the AM industry moved from prototyping to supporting production at scale, the focus has shifted from “can I print this part” to “should I print this part”. Business case, productivity, certification, and qualification have become the new buzz words dominating AM user and industry groups. Therefore, understanding what the industry is requiring of an industrial printer is key to evaluating its maturity. There is no better place to start than with certification and qualification, and TBGA’s five pillars.
Dr. Kevin Slattery, Principal ADDvisor® at TBGA, describes stability, robustness and repeatability in AM as simply showing that the first, last, and every part in between in a production environment meets the requirements. Therefore, the printer needs to be founded on a robust process that does not have dramatic changes in properties with relatively minor input parameter changes. The process should demonstrably be repeatable with every build on a printer, as well as between printers, and is stable with minimal creep through the life of production of the part.
This translates to producibility where the printer needs to have a high rate of build success. The printer should be able to build complex geometries without excessive scrappage and re-work, reduce the dependency on support structures and allow for optimization of process parameters based on part geometry.
Lastly comes the level of material characterization that the printer OEM can undertake to support the predictability of performance of the end use parts. Developing new materials involves more than just delivering print parameters to the end user. The printer OEM can accelerate adoption by generating data to show compliance to industry standards on installation and operational qualification, and material specifications.
The TBGA Stress Test, is thus, built around these industry needs. However, as inspirational author and speaker Simon Sinek observed in one of my favorite TED talks, before evaluating a product, it is important to first understand the company behind the product, and its underlying purpose and vision, i.e. the why.
The history of JEOL
JEOL describes their philosophy as using creativity, and research and development to challenge the world’s highest technology, and showcase their 70+ years history in developing electron optics and lithography solutions over for the imaging, metrology, and semiconductor industries.
JEOL entered the AM industry with the vision of developing the world’s best EB-PBF solution by leveraging their expertise in generating and controlling electron beams. In 2014, they were backed by a strategic investment from the Japanese government to join a consortium called the Technology Research Association for Future Additive Manufacturing (TRAFAM). TRAFAM’s mission was to develop and commercialize next-generation AM printers for industrial use.
JEOL’s research and development efforts as part of the TRAFAM program resulted in 10 patent applications in hardware, scan strategy and process monitoring and the development of the JAM-5200EBM industrial printer for metals. The printer was launched globally in March 2021, and in North America at RAPID 2022. So, how does this printer stack up against existing PBF printers in the market?
Benchmarking the printer’s features
Methodology
We dissected the printer into major systems and sub-systems. For each sub-system, we rated a key feature as either above, below, or at par with the industry standard for PBF printers. The results were then aggregated at the system level for which an overall rating was assigned ranging from below average to best-in-class.
Results
Figure 1 shows the results of the JAM-5200EBM. The printer’s optics, environmental controls, and pre-planning were rated as best-in-class. The powder handling system, build chamber design, process monitoring, and overall integration were considered industry at par with standard.
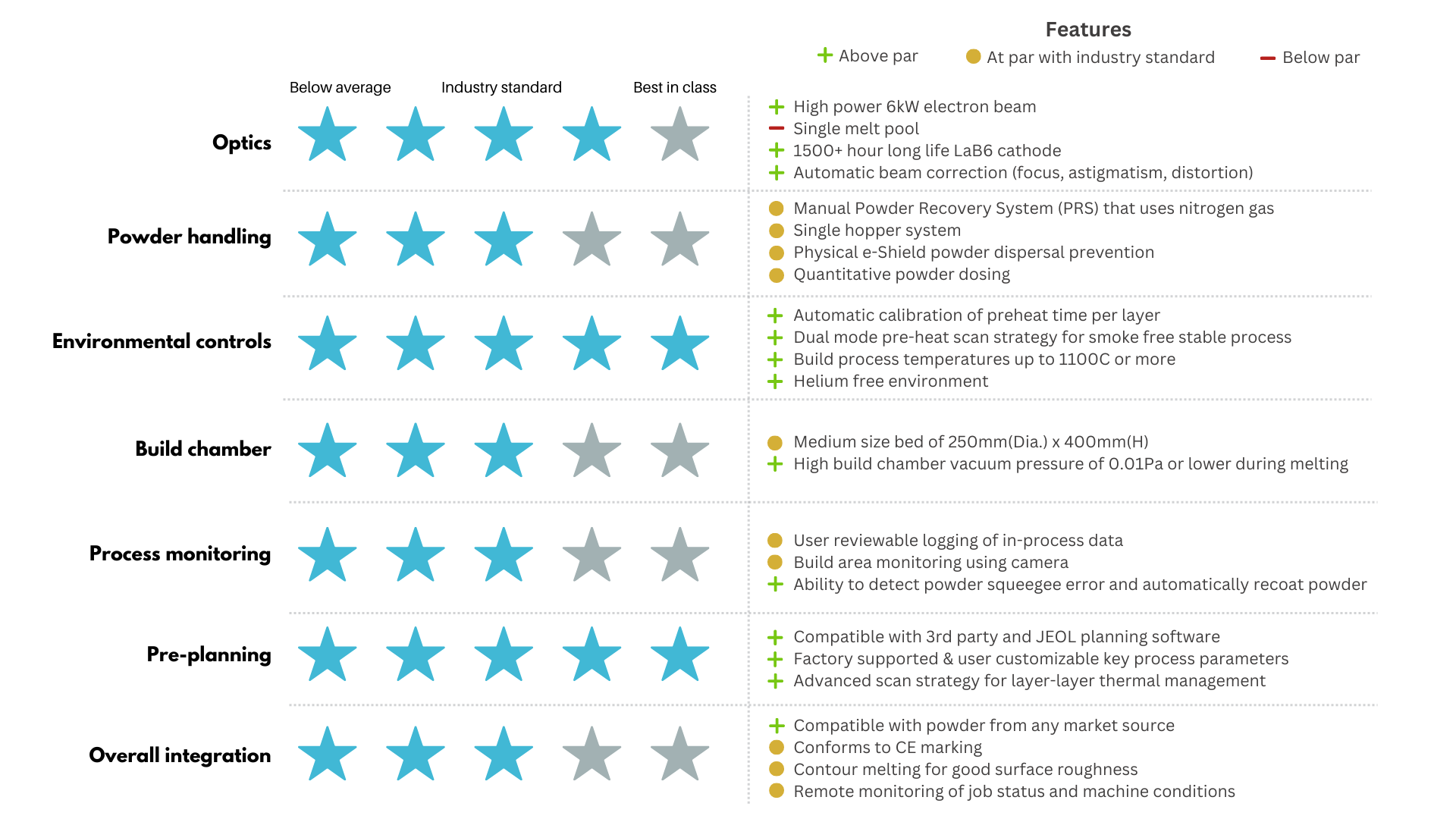 Figure 1: JEOL JAM-5200 EBM Feature Benchmarking
Figure 1: JEOL JAM-5200 EBM Feature BenchmarkingDiscussion
The JAM-5200EBM (Figure 2) packages a medium sized build chamber of 250mm (Dia.) x 400mm (H) and a high power 6kW electron beam into a total printer footprint of 3500mm (H) x 2400mm (W) x 1900mm (D). Paired with a 1100°C build temperature capability, the printer has the theoretical capability to process a wide range of high temperature, reactive, difficult to weld materials.
 Figure 2: JEOL JAM-5200EBM (Courtesy: JEOL)
Figure 2: JEOL JAM-5200EBM (Courtesy: JEOL)When we look at the internal construction (Figure 3), at first glance, it looks typical of an EB-PBF printer. However, a closer look reveals two stand-out features – a single powder hopper, and an “e-shield”.
 Figure 3: Internals of the JAM-5200EBM (Courtesy: JEOL)
Figure 3: Internals of the JAM-5200EBM (Courtesy: JEOL)While most EB-PBF printers are equipped with two powder hoppers, JEOL designed the JAM-5200EBM with a single hopper large enough to hold powder required for a full build. The reason – reduce the number of points of mechanical failure and increase system reliability.
The JAM-5200EBM also does not suffer from smoke events, powder scattering, or trapped gasses due to proprietary scan strategy for preheating the bed, and a physical “e-shield”. The patented “e-shield” minimizes the chain reaction of powder scattering outside the heated area and prevents damage to the machine. This also results in a clean, helium-free environment, which further improves the process economics of the printer.
JEOL brought over its proven and highly accurate electron optics column from its lithography systems to the JAM-5200EBM. This allows the printer to have a highly accurate, auto-calibrated beam control (Figure 4) over a long period, thus eliminating operator’s skill as a quality variable as well as making it possible to build parts of the same quality at any position between batches.
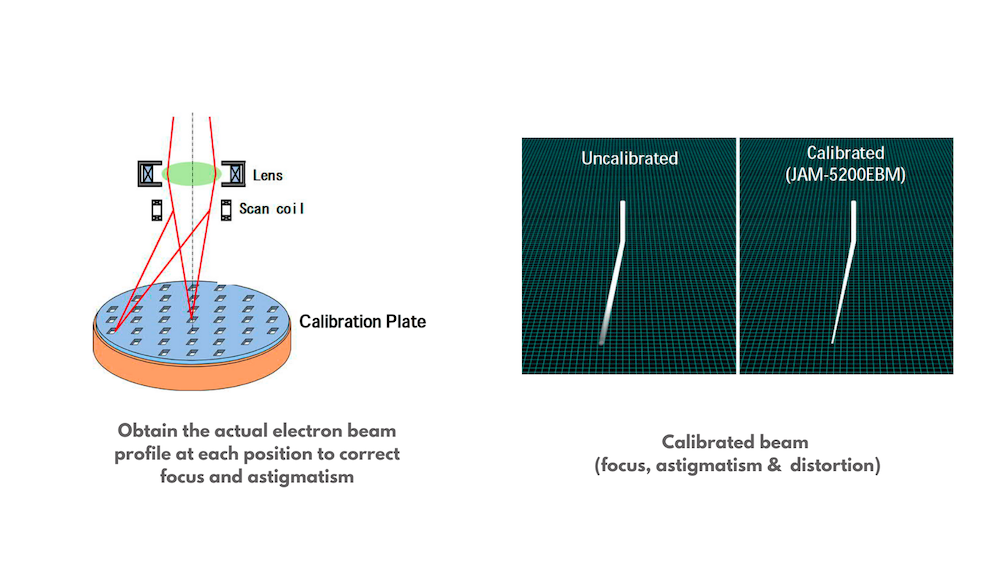 Figure 4: Automatic electron beam calibration (Courtesy: JEOL)
Figure 4: Automatic electron beam calibration (Courtesy: JEOL)The electron gun chamber (Figure 5) also uses a differential pumping technology to maintain a best-in-class vacuum of less than 0.01 Pa (1×10-4 mbar) inside the build chamber during melting. Further, by suppressing ion bombardment on the electron source, JEOL has demonstrated a viable solution to one of the significant pain points of EB-PBF printers – a short cathode life. As a result of JEOL’s electron source technologies cultivated over 70 years, the JAM-5200EBM’s cathode lasts more than 1500 hours, the longest ever in an EB-PBF printer which gives the printer a competitive edge in terms of machine uptime.
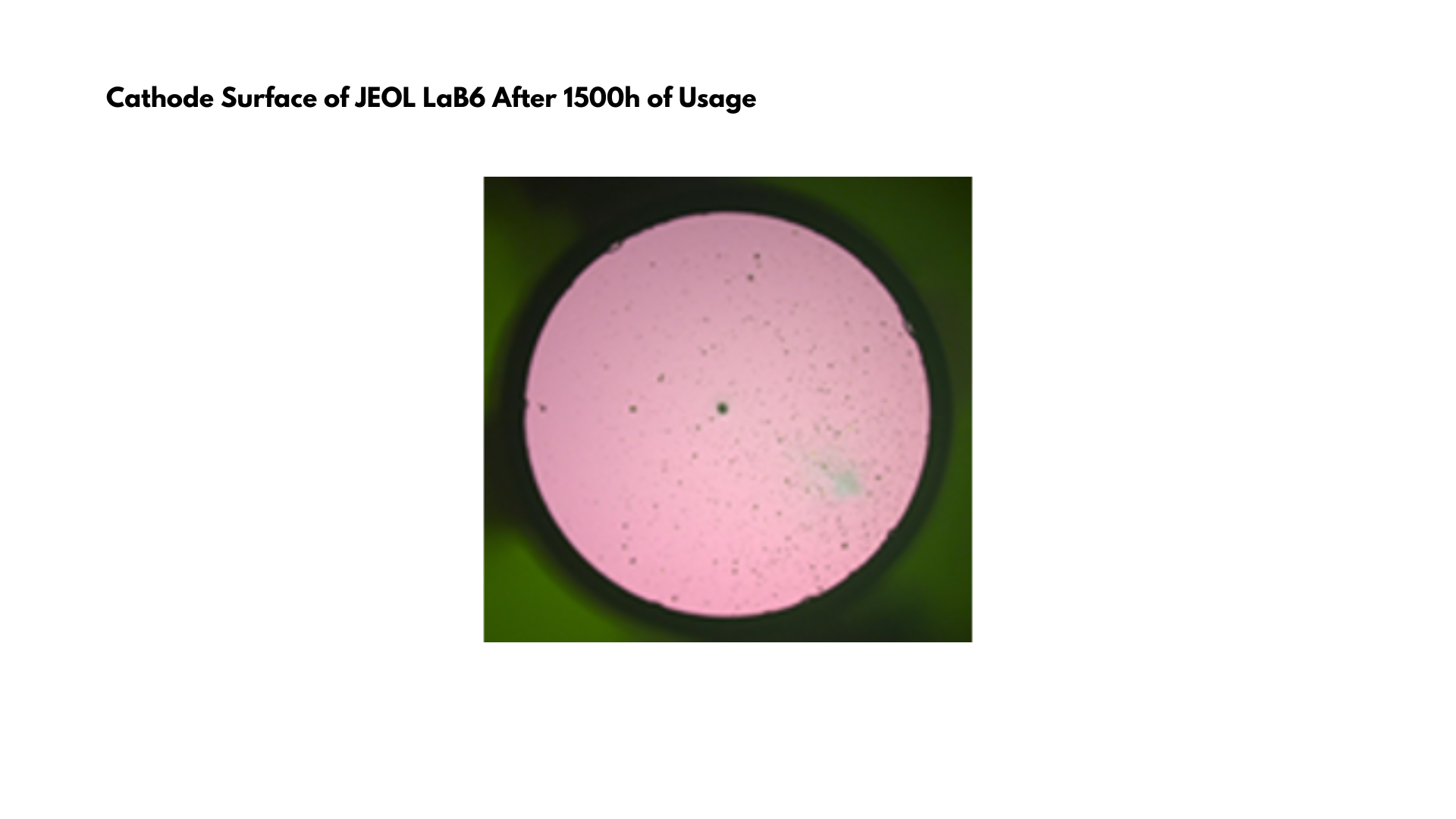 Figure 5: JAM-5200EBM’s electron optics system (Courtesy: JEOL)
Figure 5: JAM-5200EBM’s electron optics system (Courtesy: JEOL)The JAM-5200EBM is also compatible with third party build preparation software and allows user customization of up to nine key process in addition to factory supported parameters. From a user standpoint, this is significant as current EB-PBF industrial printers require extensive training to customize process parameters thus limiting opportunities for new materials development and productivity optimization.
Process economics
Methodology
Next, we explored the business case for owning and operating the JAM-5200EBM on a factory production floor by simulating the full value chain of manufacturing exemplar part geometries. The TBGA part geometries used to run the process economics models included a turbine vane, a control arm, a gearbox, a bracket, a nozzle, an impeller, a rotor, and a bathtub fitting.
Results & Discussion
Figure 6 compares the average finished part cost across comparable EB-PBF printer formats. Parts printed on the JAM-5200EBM were the least expensive among EB-PBF printers. This was largely driven by the high build rate enabled by the 6kW melt source and the fast recoat time of the JAM-5200EBM.
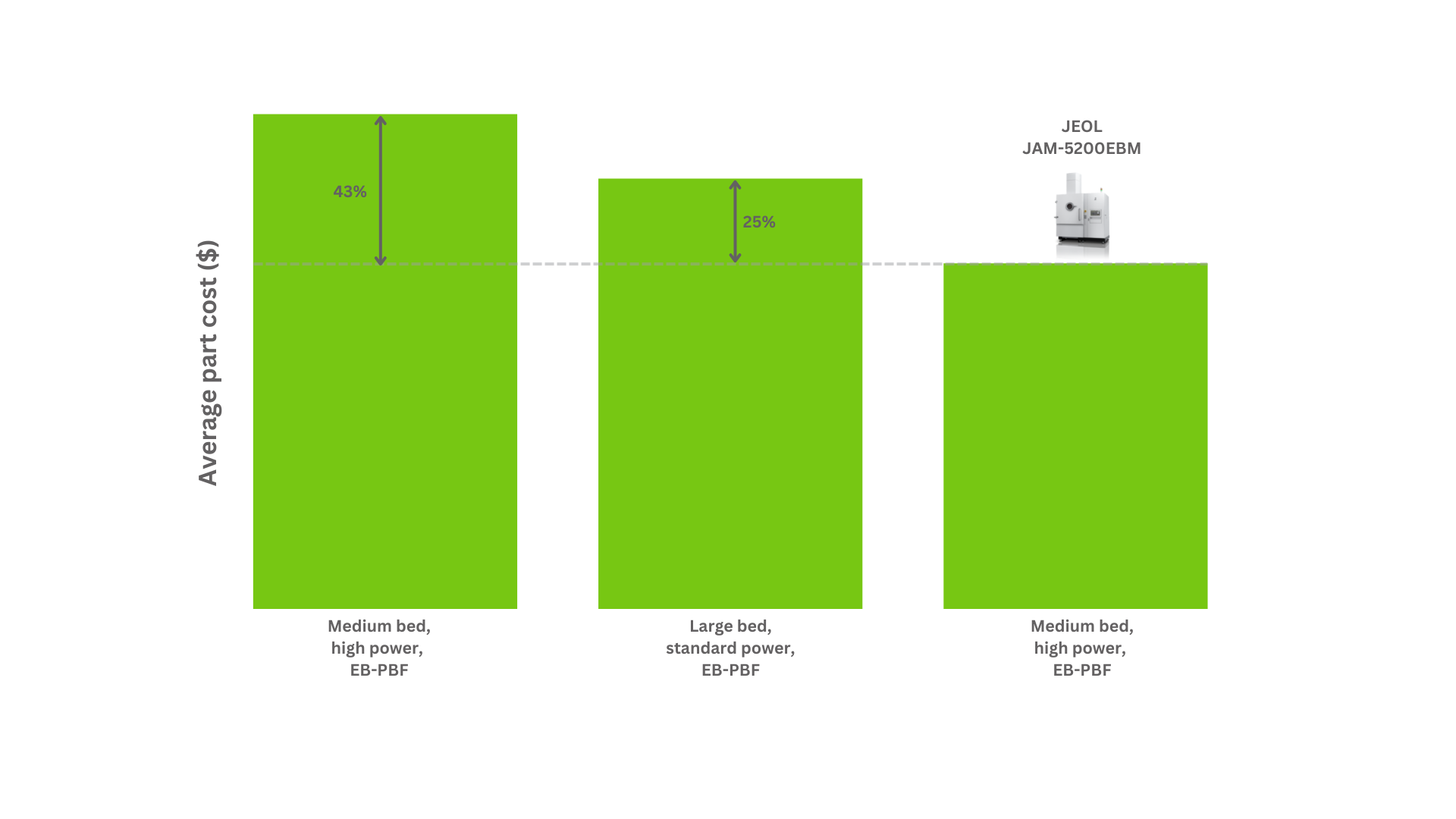 Figure 6: Average part costs for TBGA exemplar parts
Figure 6: Average part costs for TBGA exemplar partsA deeper look into the economics for two specific TBGA parts – the smaller sized impeller and the larger sized vane reveals that the JAM-5200EBM tends to be more cost competitive for larger sized parts (Figure 7). For smaller parts, printers with a larger bed size benefit from being able to nest more parts in a build compared to JAM-5200EBM’s medium size print volume of 20 liters.
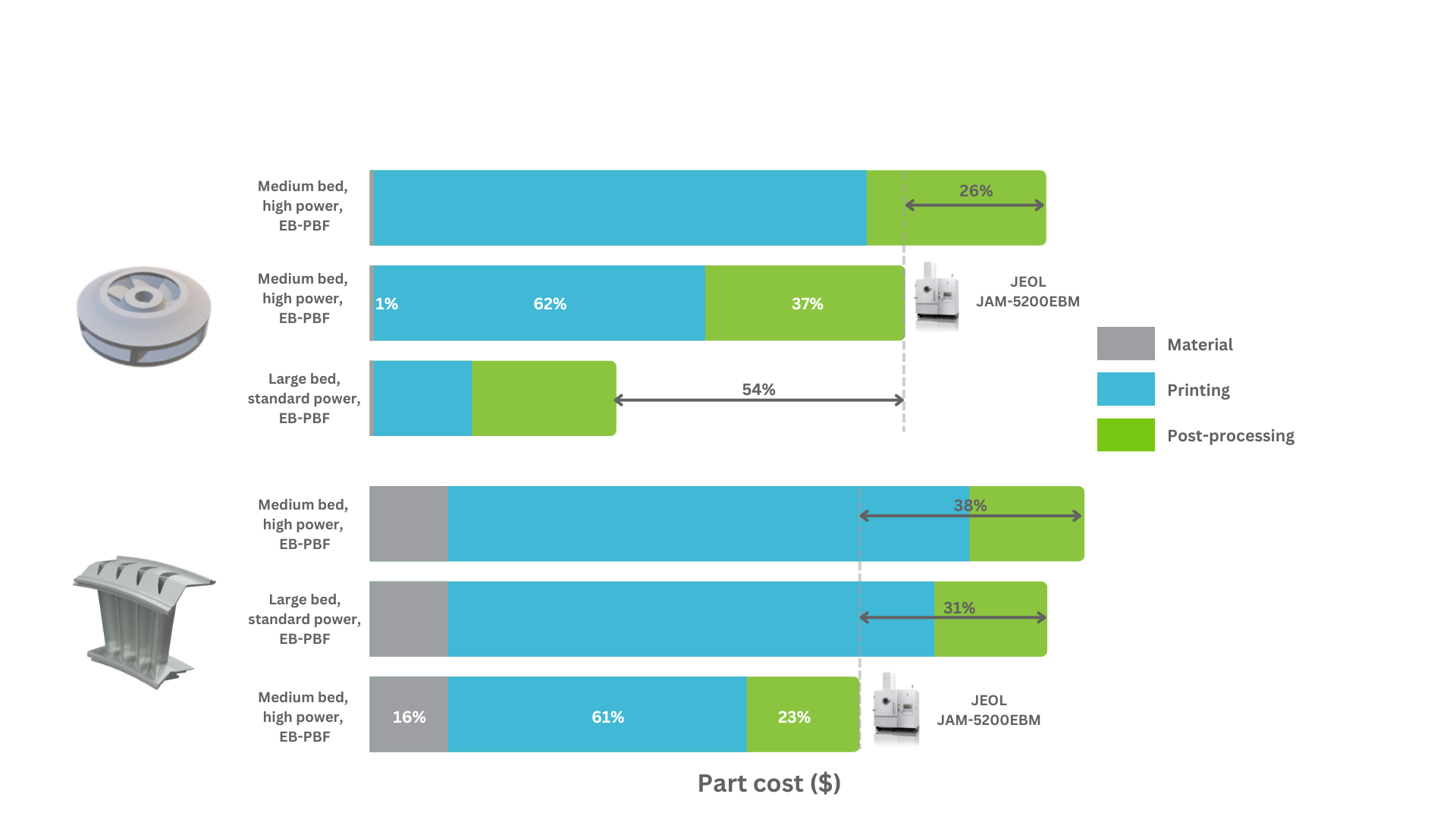 Figure 7: Part cost breakdown for TBGA impeller and Vane
Figure 7: Part cost breakdown for TBGA impeller and VaneA breakdown of the total cost of ownership over a 10-year period (Figure 8) shows that the JAM-5200EBM is the most economical EB-PBF printer to own and operate. Its advantage comes from all 3 categories – competitive cost of printer and service contracts, as well as longer life of consumables. For all printers, it was assumed that powder can be procured from any source.
 Figure 8: Total 10-year cost of ownership
Figure 8: Total 10-year cost of ownershipProduction maturity assessment
Methodology
The printer’s product technology, and industrialization maturity was evaluated. Each assessed category was assigned one of four maturity levels ranging from that of an in-development printer largely aimed at demonstrating proof of concept, to a production workhorse capable of unlocking the full value proposition of AM. For a production ready industrial printer, it is expected that all categories are at Level 3 maturity.
For materials characterization, we analyzed the pedigree of datasheets for the materials developed till date. For producibility, we reviewed the JAM-5200EBM’s ability to print complex design for AM (DfAM) geometries. For process reliability and robustness, we looked at the percentage of builds that were successful over a period. Quality was evaluated in terms of porosity and repeatability of the printed dimensional accuracy, both between builds and between printers.
The industrialization maturity was rated based on the number of installed machines either generating revenue on the production floor or supporting benchmarking and prototyping. The number of materials developed till date and available to the end user was also considered. In terms of sales and service, the geographical spread of the support network, the coverage offered by its service contracts including training and technical support, and the maturity of the field service maintenance protocols were evaluated. Lastly, the productivity of the machine was assessed in terms of estimated duty cycle or machine uptime based on all the above factors.
Results
Figure 9 summarizes the JAM-5200EBM’s production maturity. Materials characterization, process repeatability and robustness demonstration, install base of available printers, and certification marking were the categories identified as opportunities for the JAM-5200EBM to improve its maturity score to Level 3.
 Figure 9: Production maturity scorecard
Figure 9: Production maturity scorecardDiscussion
JEOL has developed basic material data sheets with average tensile properties generated for Ti-6-4 Grade 23 and Ni-718 alloys. For printing in pure Cu, data from a handful of samples indicates that they consistently meet an International Annealed Copper Standard (IACS) conductivity of more than 99% (Figure 10).
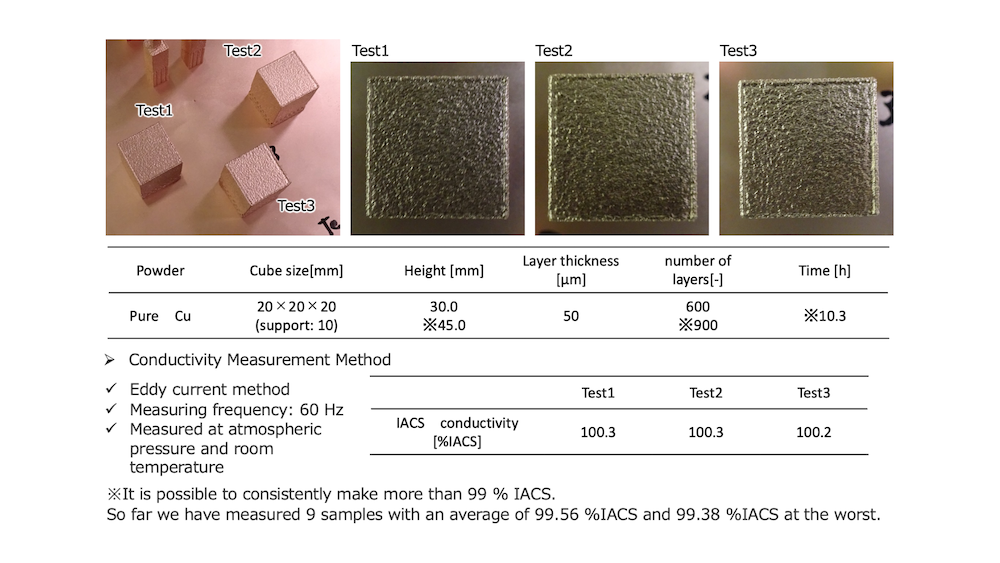 Figure 10: Pure Copper data sheet (IACS conductivity)
Figure 10: Pure Copper data sheet (IACS conductivity)Figure 11 shows several complex geometries of industrially relevant applications printed on the JAM-5200EBM. Most notable is the TBGA shrouded impeller which was printed horizontally without any internal or external supports. Using standard artifacts, JEOL was able to demonstrate a printed dimensional accuracy of +/-0.5mm (0.02 inches), as well as consistently achieve a porosity of less than 0.3%, as measured over several builds.

In terms of reliability, over 50 separate builds of Ti-6Al-4V alloy parts on an early production unit of several different geometries built over several months, JEOL demonstrated a build success rate of 90% where the builds were either fully successful or stopped optionally. Less than 10% of the builds failed due to printer related issues such as hardware or software errors.
The availability of the JAM-5200EBM is currently limited to a few early production customers. While commercial printers are available for benchmarking from Japan today, no installations in North America and Europe have been made till date. JEOL, however, does have an extensive global sales and service network in over 130 countries spanning 5 continents that currently support its existing fleet of products.
The road ahead
The JEOL JAM-5200EBM is an exciting EB-PBF printer that brings potential value to the metal AM industry. Propelled by a best-in-class high-power melt source, fast build rate, layer-by-layer thermal management, and long-life consumables, the printer has the best process economics amongst current EB-PBF offerings.
As JEOL looks to bring the JAM-5200EBM to the North American and EU markets and widen its install base, it has the opportunity to improve the maturity of its material characterization and demonstrate process robustness and repeatability.
Next, we will explore how the printer performs when stress tested to the credible extremes of its operation. Stay tuned for Part II of the TBGA Stress Test of the JEOL JAM-5200EBM.
About the author
 Arun Ramachandran, Principal ADDvisor®
Arun Ramachandran, Principal ADDvisor®
The Barnes Global Advisors
AM QUALIFICATION, STRATEGY & ENTREPRENEURSHIP
San Diego, CA
Arun Ramachandran brings a 15+ year career in strategy and technical program management of advanced aerospace structures spanning new product development, advanced manufacturing, translating global market trends to product strategy and technology roadmaps, and implementing business process transformations using advanced data analytics. As the Additive Manufacturing (AM) Leader for the Advanced Structures business at Collins Aerospace, Arun spearheaded the business and IP strategy, technology and manufacturing readiness, and customer and regulatory acceptance of several business-critical metal and polymer AM technologies. He accelerated AM adoption within Collins by driving cross-business synergies and collaborations, establishing a global supply chain, accelerating 15+ AM parts from R&D into flight tests, and most recently championing the industrialization and certification of one of the largest structural AM parts. Outside AM, Arun was deeply involved in strategic and financial planning and helping craft sustainability and digital product life cycle business strategies. He held the roles of Chief Engineer and Technical Product Manager for engineered equipment and nacelle thrust reverser system components on commercial airplane programs and helped establish engineering centers of excellence in India and Mexico. Arun holds an MBA in Entrepreneurship from the University of California, and a MS in Mechanical Engineering from the University of Illinois Urbana Champaign. His entrepreneurial side ventures range from developing IoT and AI-based solutions for restaurant food safety compliance to digital artisanship e-commerce using 3D sculpting and printing.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Gorilla Sports GE’s First 3D Printed Titanium Cast
How do you help a gorilla with a broken arm? Sounds like the start of a bad joke a zookeeper might tell, but it’s an actual dilemma recently faced by...
Nylon 3D Printed Parts Made More Functional with Coatings & Colors
Parts 3D printed from polyamide (PA, Nylon) 12 using powder bed fusion (PBF) are a mainstay in the additive manufacturing (AM) industry. While post-finishing processes have improved the porosity of...
$25M to Back Sintavia’s Largest Expansion of Metal 3D Printing Capacity Since 2019
Sintavia, the digital manufacturing company specializing in mission-critical parts for strategic sectors, announced a $25 million investment to increase its production capacity, the largest expansion to its operations since 2019....
Velo3D Initiates Public Offering in a Bid to Strengthen Financial Foundations and Drive Future Growth
Velo3D (NYSE: VLD) has been among a number of publicly traded 3D printing firms that have attempted to weather the current macroeconomic climate. After posting a challenging financial report for 2023,...