Process Monitoring – the Future of Quality Assurance for Additive Manufacturing?


In-Process monitoring is the stepping-stone for AM parts not only to validate the process but also to minimize the need of post-process quality control.
Currently, in highly regulated industries such as aerospace and medical, performing X-ray inspection is common practice for critical components to ensure they meet the quality requirements. However, such practice hinders the wider adoption of AM technology due to incurring costs and longer production cycles. In-situ quality control also known as In-Process Monitoring Systems (IPMS) in operation promises a unique solution for quality assurance (QA) of AM parts.

Figure 1 The In-Process Monitoring Systems gives Juan Miguel Diaz del Castillo a unique insight in the Laser Powder Bed Fusion (LPBF) process. These systems allow the early detection of defect-causing process anomalies simplifying quality assurance and troubleshooting tasks.
“For the widespread industrial adoption of AM parts, efficient quality assurance is definitely key. Currently post-process QA methods are rather time consuming, expensive or both,” says Peter Lindecke the head of Quality Assurance and Certification department at the Fraunhofer IAPT. “Process monitoring not only focuses on increasing the confidence level in part quality, but eventual aims at eliminating post-process quality control methods such as µCT and dimensional measurements.”
Implementation of In-Process Monitoring
Currently there are two main ways of executing process monitoring in production: Process Signature based and Anomaly detection based.
Part and Process Signature
This method focuses on the repeatability aspect of the process. During production, parts produce emissions that can be collected and analyzed. Depending on the geometry, temperature and material properties each part produces unique process-emissions referred to as part signature. A deviation in these values indicates a change in the part properties and therefore the possibility of an anomaly.
Statistical process control (SPC) can be implemented to identify these deviations and report them to the user. Multiple print jobs are required to determine the ground truth of comparison. It is therefore ideal for serial production scenarios, or what can be referred to as static print jobs. One of the downfalls of this method is the user can’t tell what exactly is the anomaly or its severity and the initial efforts that are necessary to determine the ground truth
Therefore this approach focuses on the tracking of the repeatability aspect of the process.
Anomaly detection
Another approach is to evaluate the process signature in a much more detailed manner to not only be able to register, that “something might be wrong” in the process but to locate and categorize each occurring defect during the process.
“To achieve direct anomaly detection, companies must refine and upgrade their current defect detection strategies.” says Hussein Tarhini a consultant on Quality Assurance at Fraunhofer IAPT; “The focus must be shifted towards data fusion from multiple sources and the implementation of AI-based algorithms for better interpretation.”
The fact is that many systems are still far away from direct defect detection.
What are the current In-Process Monitoring Systems and what are their capabilities
With the undeniable benefits of in-situ process monitoring comes also a huge surge of industrial interest in adopting these methods. In response, machine manufacturers are developing and integrating IPM system in their machines. In addition 3rd party companies specialized In-Process Monitoring Systems have entered the AM market.
“The IPM manufacturers have tested their systems using different methods and demonstrated the capabilities of their products in different ways,“ says Mr. Lindecke ”However, little effort has been made to test the system under similar conditions by a third party. That’s why my department has decided to take the role of an independent tester to evaluate the capabilities of such systems.”

Figure 1 Cover of the 120 page study.
To address this issue, the Fraunhofer IAPT has conducted a detailed study that focuses on testing currently existing or soon to be released In-Process Monitoring Systems from machine suppliers as well as independent vendors. The study focuses on Laser Powder Bed Fusion Technology.
The study highlights the IPM systems and their capabilities of detecting part anomalies under different conditions.
“IPM systems have been tested – to various degrees – under lab conditions by their manufacturers,” says Mr. Tarhini, “The problem essentially boils down to the ability of replicating anomalies as they would appear in industrial production scenarios.”
The study; which includes both theoretical and practical parts; hinges on the Fraunhofer IAPTs knowledge of the AM process and anomaly.
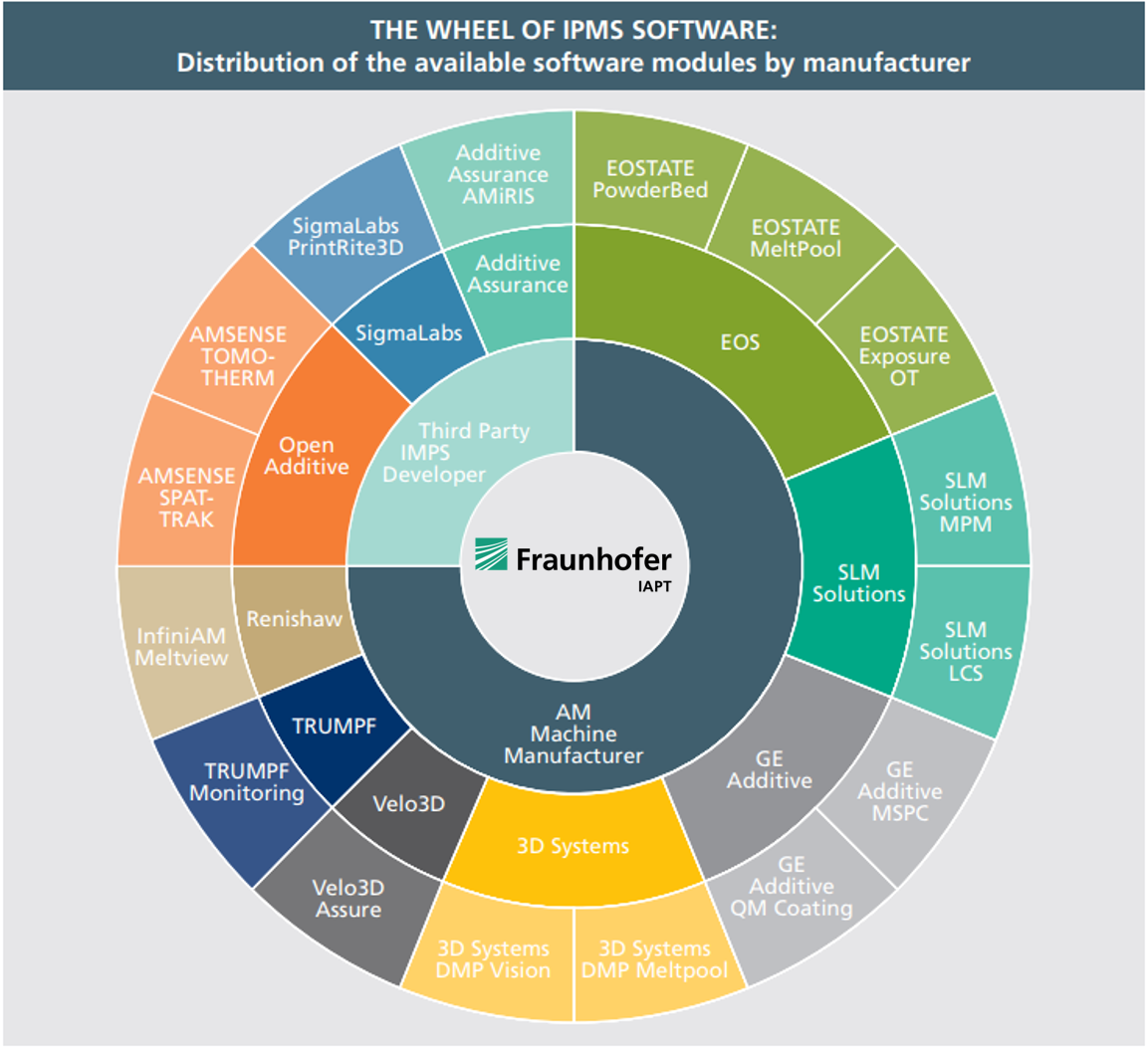
Figure 2 The Wheel of IPMS Software: Distribution of the available software modules by manufacturer
Figure 2 provides a comprehensive overview of the IPM systems currently available on the market and is included in the study.
The following diagram (Figure 3) provides an example of the in-depth evaluation of an IPMS investigated.

Figure 3 Response Analysis of the IPMS System A
The graph compares the sensitivity of the IPMS to the different porosity levels caused by changes in volume energy density (VED). The response analysis shows the average percentage of anomalies for each section, printed with different VEDs. The standard deviation is represented by error bars.
Depending on the volume energy density, the selected IPMS is capable of registering anomalies in the sensor signal while at the same time actual porosity related defects occur.
The systems are calibrated to a specific machine- and material-specific parameter set (VEDnom). In the graph (orange) it can be seen which sensitivity the respective IPM-system has when the ideal process window is left. The actual measured porosity (blue) is used as a reference. The system considered in figure 3 is optimally adjusted to the ideal process conditions (VEDnom), but its validity decreases extremely as soon as the nominal process window is left. This described characteristic is very different from IPMS to IPMS. It can generally be stated that a compromise between precision and robustness must be found.
The IPMS-benchmark study conducted by the Fraunhofer IAPT offers a unique insight into the latest developments in the industry due to its comprehensiveness and scientific depth. Thus, it offers beginners as well as experts a valuable basis for decision-making for the right quality assurance system for their application.

Mr. Peter Lindecke
Corresponding Author
Head of Quality Assurance and Certification
peter.lindecke@iapt.fraunhofer.de

For more information:
https://bit.ly/Additive_Monitoring https://bit.ly/smartech_study
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Desktop UV Printers & 3D Printing: Collision Course
UV printing has been around for ages, of course. But, since a few years ago, desktop UV printers have made their way into households, small businesses, and enterprises. These machines...
3D Printing News Briefs, June 24, 2026: Name Change, Digital Foundry, & Yeast
In today’s 3D Printing News Briefs, we’re starting with a formal name change for an African industrial technology company that’s a major user of additive manufacturing (AM) in the oil...
Fabri Raises $13.5 Million to Create Digital Foundry
Fabri is a startup that wants to create a “digital foundry,” and just raised some funds to help it reach this goal. There are far too few foundries in America....
Flashforge Unleashes Wax 3D Printer
Flashforge has released a wax 3D printer. Wax printing was pioneered by Solidscape, a company acquired by Stratasys and later sold to Prodways before being shuttered in 2024. That firm’s wax jetting...