3D Printing + Laser Cutting Opens Interesting Possibilities for 3D Printing Wood

If anything, 3D printing has been an inspiration for out-of-the-box thinking. The plethora of additive technologies out there have become a jumping off point for an entirely new landscape of manufacturing processes. This includes a novel method for 3D printing large wooden structures, developed by researchers from Qilu University of Technology and the College of Material Science and Engineering, Northeast Forestry University, both in China.
Authors of an article titled “An Additive Manufacturing Method Using Large-Scale Wood Inspired by Laminated Object Manufacturing and Plywood Technology” in the journal Polymers, Yubo Tao, Qing Yin and Peng Li, describe how laser-cut wood could be stacked in an additive manner to create wooden objects. They call the process laser-cut veneer lamination (LcVL) and it was inspired in large part by laminated object manufacturing (LOM), a method of 3D printing that has not yet found widespread use in the industry, but has several important, niche applications.
LOM originated with a company called Helisys Inc., which laminated pieces of adhesive-coated material, such as plastic, together before cutting through the layers to produce a final object. While that firm’s iteration of the technology is now defunct, others have taken the concept and built it into novel production processes.
Mcor, also now defunct, had a very interesting technology that applied LOM to paper printing, using a 2D inkjet printer to print onto individual layers of paper and then using a blade to cut through the stack. Fabrisonic applies a similar approach to sheets of metal, ultrasonically welding foils together and then cutting through them with a CNC head. Impossible Objects has a more involved LOM process that enables the 3D printing of composites.
The researchers in this case are using LOM to print with wood, seeing it as providing potential strengths over alternative wood printing methods. So far, 3D printing with wood is limited to extrusion methods or granular bonding. The former is a fused deposition modeling style technique that melts wood-plastic composite filaments and extrudes them onto a substrate. The latter sees wood-polymer particles melted together with high-powered lasers in selective laser sintering machines. Alternatively, binder jetting systems may bond wood particles with an inorganic binder.
These techniques are so far limited, both in terms of the size of objects that can be made and the overall discrepancies in appearance and mechanical properties between the printed objects and the original wood from which they’re made.
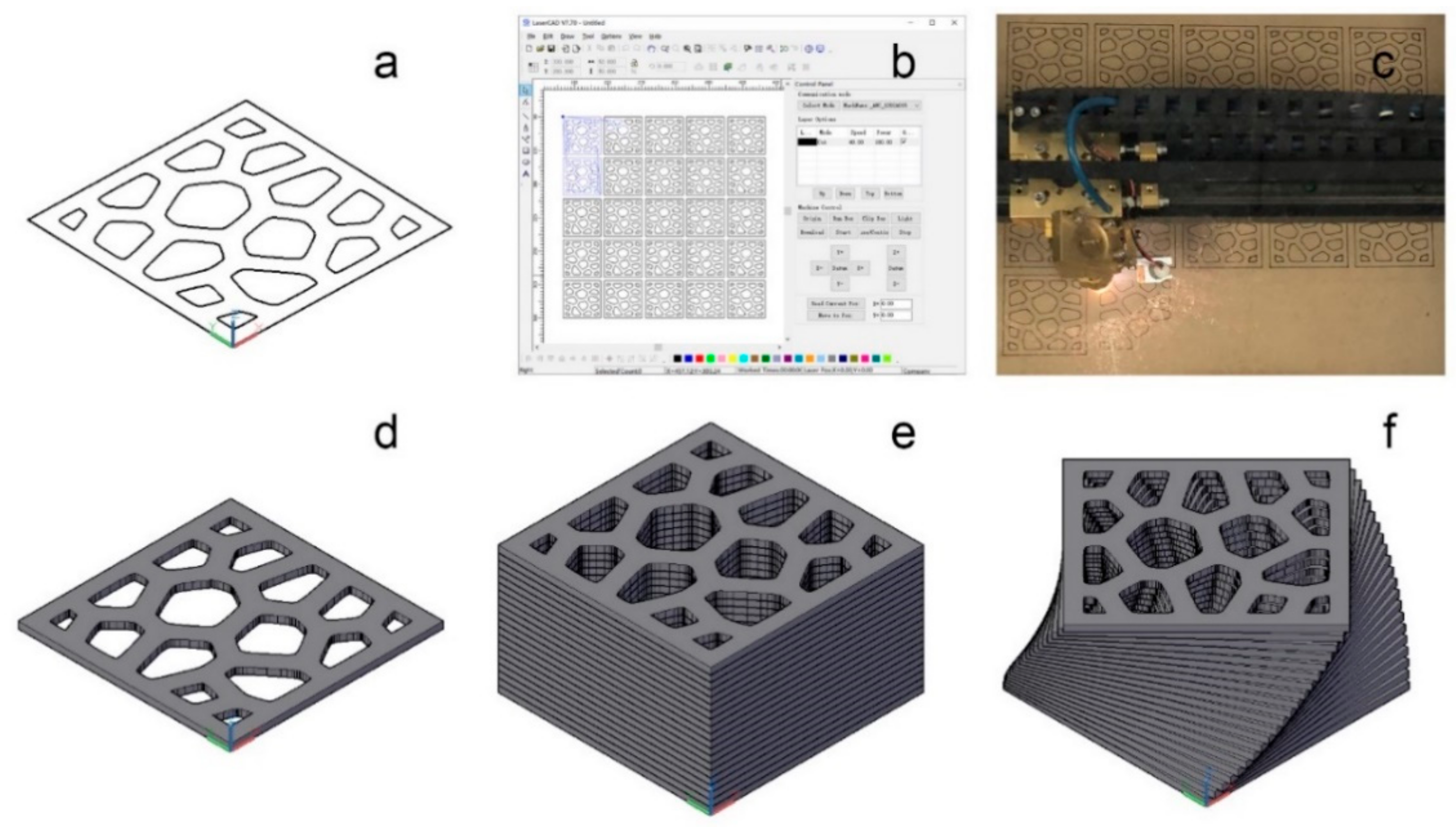
“Model design methodology. (a) Outline of a Voronoi cellular-patterned cross-sectional layer; (b) Setting laser-processing parameters in the LaserCAD software, such as laser power, moving speed, etc.; (c) Laser-cut wood; (d) A layer slice after 1.5 mm of extrusion; (e) Stacking of layers along the Z-axis to create a layered model; (f) Layers are rotated to produce the model of the desired product.” Image courtesy of Polymers.
The researchers propose the idea of converting a 3D model into individual slices of wood that would then be laser cut and glued together layer by layer. They chose poplar veneer made from Aspen wood with a thickness of 1.5 mm and 8 percent moisture content. The wood was then cut using a Model 4060 laser cutter from Huitian Laser Instrument Co., Ltd. Next, the layers were coated in polyvinyl acetate (PVA) adhesive and stacked, with a mold of the model’s contours used to press the stacks together in a cold press.
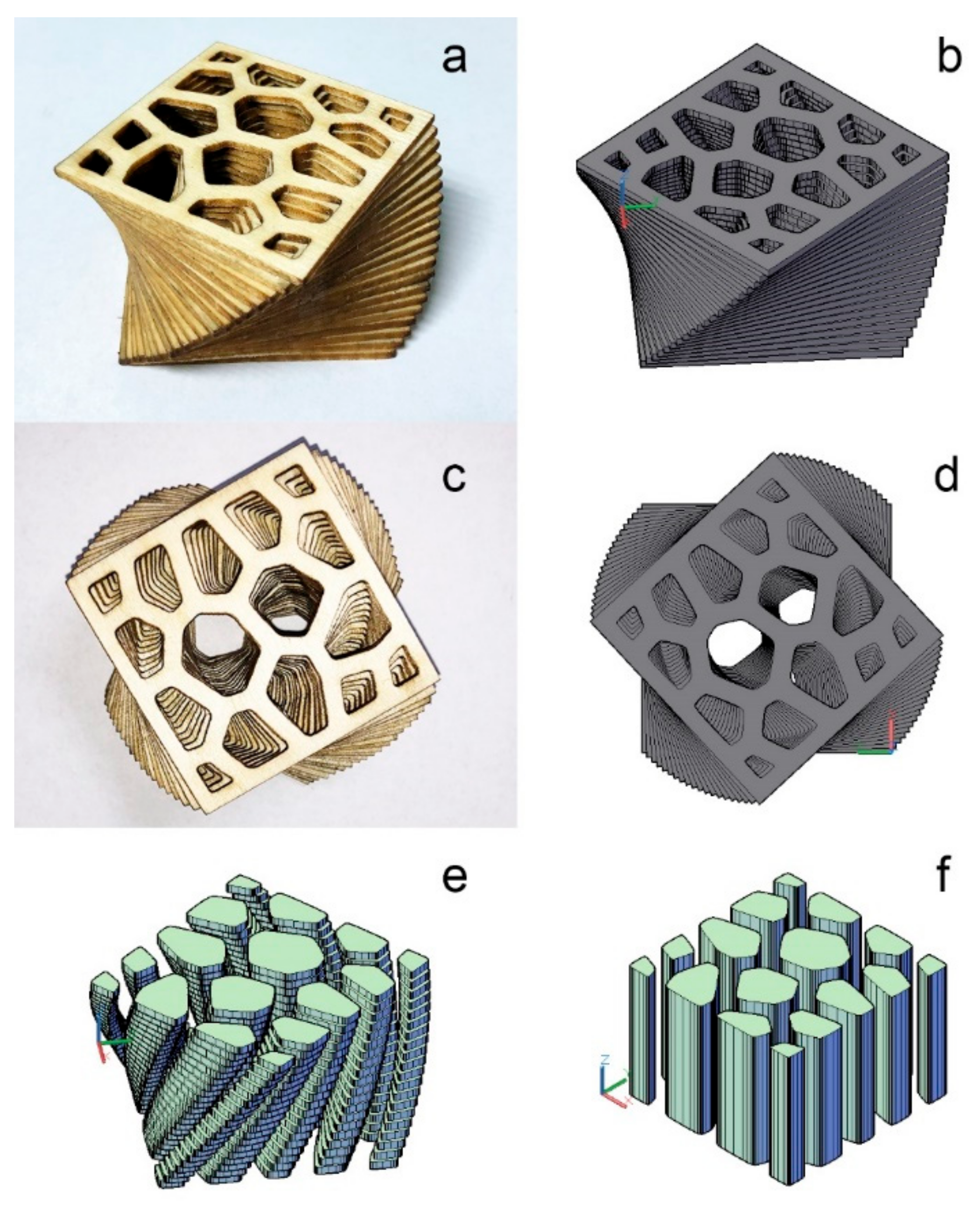
“Comparison between the laser-cut veneer lamination (LcVL) product and its 3D model. (a) Orthographic view of the LcVL product; (b) Orthographic view of the 3D model of the product; (c) Top view of the LcVL product; (d) Top view of the 3D model of the product; (e) Tubular voids present in the 3D model of the product postrotation; (f) Tubular voids present in the 3D model of the product prerotation.” Image courtesy of Polymers.
The authors believe that such a production process, if automated, could be used to create objects with good sound absorption and that leftover wood particles from the laser cutting process could be repurposed for wood-plastic 3D printing filament. However, they also note that the LcVL process is not ideal for more geometrically complex objects with significant overhangs.

“Wood-texture direction (indicated by red arrows) and distinct layer-cutting solutions (a) Cutting solution with identically cut layer 1 and layer 2. The resulting wood texture directions of the structure are 2.25° between each layer. (b) Cutting solution that produces a product with a consistent wood texture direction. (c) Cutting solution that produces a product with orthogonal wood texture directions between layers.” Image courtesy of Polymers.
Because wood is anisotropic, with the way the grains are oriented determining how strong it is in a given direction, the way the layers of wood are stacked present some interesting possibilities. The authors write:
“[I]f layer 2 was cut with a 90◦ counterclockwise plus 2.25◦ counterclockwise rotation, as shown in Figure 7c, then the wood texture directions of layers 1 and 2 would be orthogonal in a product with 2.25◦ counterclockwise-rotated layers. The directionality of such a product could be analyzed with the orthogonal principle of plywood technology. The designability of LcVL-product structures is essential for creating material templates and matrices for composites of varying properties with LcVL.”
Given the need to shift away from petroleum-based materials, non-fossil fuel-derived alternatives should be a priority for the fledgling 3D printing industry. In this case, LcVL of wood as a possible feedstock could be an interesting addition to the additive portfolio. We can even imagine LcVL used for a variety of other materials, sustainable or otherwise. This is clearly only the beginning of the team’s research, as they have not yet automated the stacking process. It will be exciting to see if they are able to build on their study in the near future.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
How Decibel Landed the Brands Everyone Wants
The first thing Adam Hecht will tell you is that 3D printing already has the technology. The harder part has been finding applications people actually want. That’s the gap Decibel...
HADDY’s Large-Format Robotic 3D Printing to Power Red Cat’s Drone Boat Production
In May 2025, Joris Peels, as is his custom, wrote a prescient article about Unmanned Surface Vehicles (USVs) and Unmanned Underwater Vehicles (UUVs), i.e., drone boats. Listing a multifaceted range...
RusselSmith Brings Additive to Ghana’s Maritime Sector
Nigerian firm RusselSmith is in talks with Ghana’s Maritime Authority (GMA) to bring 3D printing to Ghana’s maritime sector. The Commonwealth Enterprise and Investment Council (CWEIC) helped make the discussion...
3D Printing News Briefs, March 26, 2026: AMUK, IP Dispute, Asbestos, & More
We’re kicking off today’s 3D Printing News Briefs with an America Makes Project Call, and then moving on to additive manufacturing in the UK. Then we’ve got some legal news...