One-Droplet Continuous 3D Printing Makes Objects from Single Drop of Resin


Researchers from the University of Chinese Academy of Sciences, the Chinese Academy of Sciences, and MIT have published a paper in Nature Communications describing an interesting take on continuous digital light processing (cDLP) 3D printing techniques. While the technique is able to 3D print in a layerless fashion like other cDLP methods, it does so using only a single drop of photopolymer resin.
Noting that an excess of resin is employed to 3D print objects via cDLP, the authors set out to devise a more materially efficient 3D printing process. The team pointed out that in cDLP, as well as traditional DLP and stereolithography, residual resin remains on printed parts, thus necessitating a washing step. Unnecessary resin used to fill the vat or that sticks to the final part not only results in wasted material, but it also limits print resolution and increases the cost.
Inspired by lotus and pitcher plants that collect and drip spheres of water, the researchers developed a technique that operates using similar “three-phase contact line (TCL)” dynamics. One drop of resin is deposited onto a curing interface, with a UV light projecting continuously below. Meanwhile, an aluminum print bed positioned above the curing interface lifts off of the plate with each printed layer.
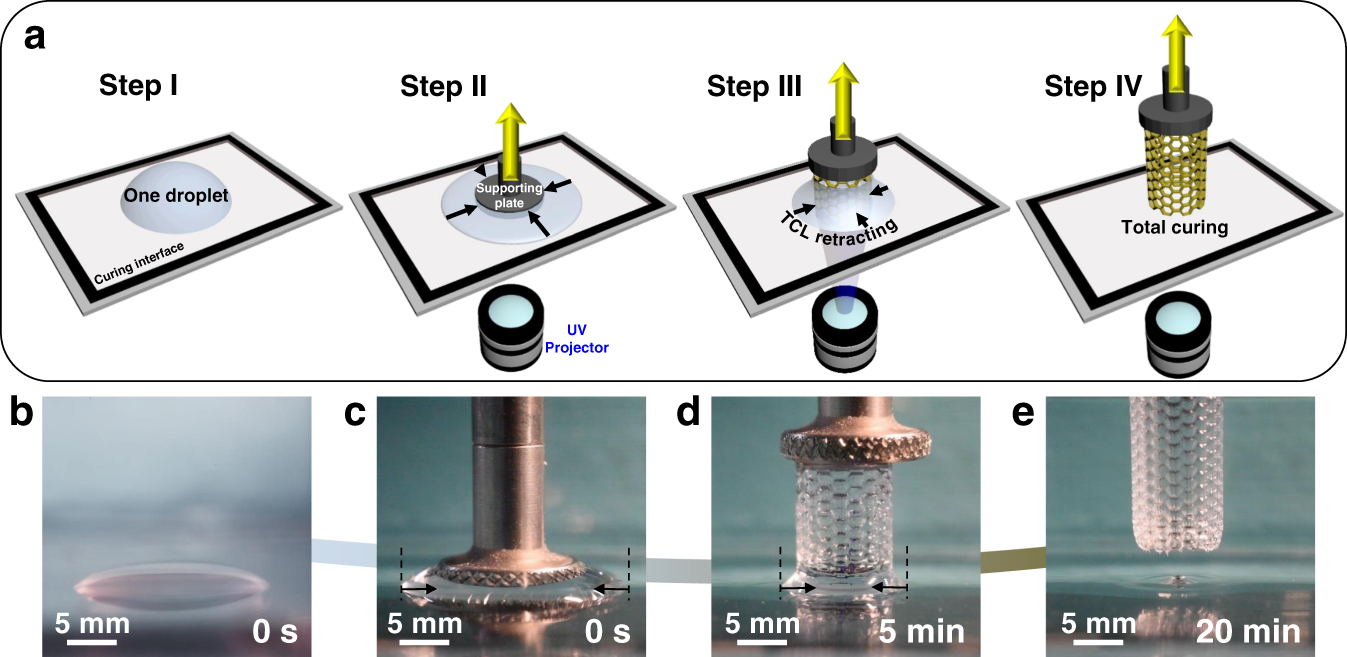
A schematic of the one-droplet continuous 3D printing technique.
Because the curing interface minimizes the amount of resin that sticks to it, the TCL of the resin droplet recedes during the printing process. This causes only the resin needed to print the part to stick to the bed. Using this technique, the researchers produced a 24-mm-long cylindrical grid structure with a wet resin utilization efficiency of 99.6 percent.
The team then modified the print bed to determine the impact on the TCL of the print, hypothesizing that changing its surface characteristics could reduce the surface energy during printing, thus controlling the amount of resin that sticks to the bed even further. To do so, they tried a “fluorinated quartz (F-quartz) substrate, a candle soot-based superamphiphobic substrate, and a lubricant-infused polydimethylsiloxane (S-PDMS) slippery substrate.”
With the F-quartz, the thinking was that the micro/nanoscale structures on the material would more effectively trap air and thus reduce the surface energy and repel wetting. With the others, it was though that slippery surfaces would result in low surface tension. Due to issues that arose with the printing of objects using the F-quart and superamphiphobic substrates, the researchers determined the S-PDMS substrate worked best.
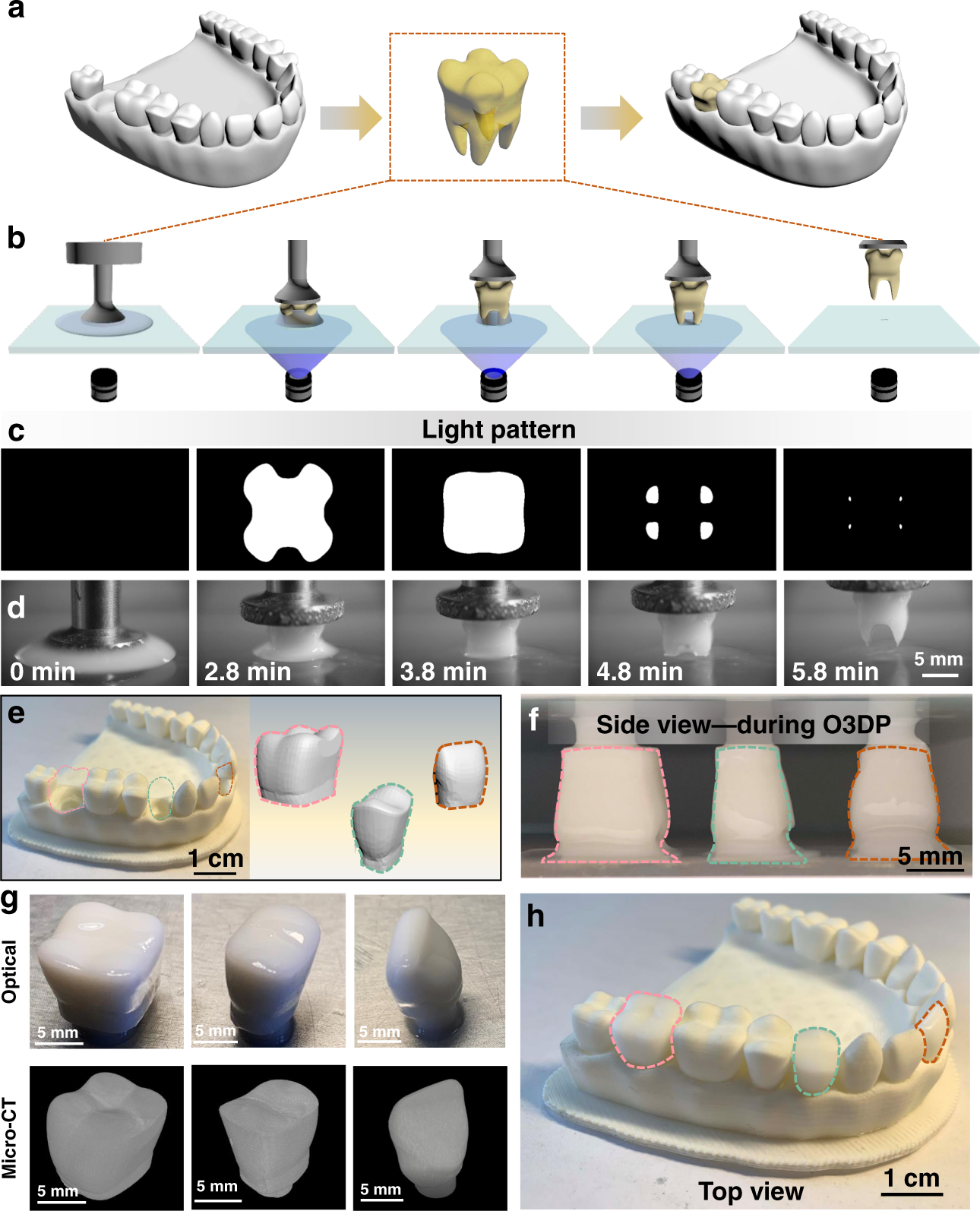
Various dental objects 3D printed using the continuous one-droplet 3D printing technique.
They next compared their one-droplet method with traditional DLP 3D printing, both using S-PDMS coated substrates. The team determined that the one-droplet technique demonstrated a wet material utilization efficiency of 98.6 percent and net material efficiency of 92.5 percent, compared to 87.5 percent and 66.7 percent with traditional DLP.
To further demonstrate the possibilities of continuous one-droplet 3D printing, the researchers 3D printed a tooth model obtained via a dental CT scan. They also printed molar, incisor and canine crowns, concluding, “one-droplet 3D printing can completely transform a liquid resin droplet into a defined structure with high material utilization efficiency through proper adjustment of the curing interface properties, which can save valuable inks and provide reference for on-demand 3D printing.”
Carbon first shook up the world of DLP 3D printing by introducing its own cDLP technology to the market, allowing for faster-than-ever print times, isotropic physical properties and the use of engineering-grade materials. Azul 3D may be about to advance the space even further by scaling cDLP up to an unprecedented size. Now, one has to wonder what the implications of continuous one-droplet 3D printing are on cDLP. Surely, it will take time for the research to make its way out of the lab, but when it does, we may see new advances in waste reduction.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
AM Asia Watch: China’s 3D Printing Boom Is Creating a New Class of Micro-Manufacturers
China’s additive manufacturing (AM) industry has spent years trying to reduce its reliance on foreign technology. In polymer 3D printing, domestic companies have already become major players. In metal AM,...
US Continues to Transfer Expeditionary 3D Printing Know-How to the Pacific
At this year’s Balikatan event, an annual joint exercise hosted by the Philippines military with participation from Western allies, the US military trained Filipino troops in expeditionary manufacturing enabled by...
DEEP Manufacturing Collaborating with Fortius Metals to Demonstrate WAAM at Scale
DEEP Manufacturing is trying to build pressure vessels and marine habitats at scale with DED technology. Using commercial robot arms and wire arc additive manufacturing (WAAM), the company is hoping...
3D Printing & the Autonomous Era: Defense Tech’s Latest Mutation
When we last checked in on the broad defense tech landscape and the role of the additive manufacturing (AM) industry in that environment, it became clear that the connecting thread...