
Addressing an AM Imperative: Learning How to Recycle Powders and Maintain Print Quality in 3D Printing


The additive manufacturing (AM) industry is still debating how best to specify virgin powders for printing and robustly assess the impact of recycling, a commercial imperative. Ideally, analysis alone should be sufficient to determine with reasonable certainty whether a powder will process efficiently and whether the resulting part will meet performance targets. The reality is that print trials are essential but optimising testing is crucial, for the development of new materials, to confirm consistency in the supply chain, and to establish effective recycling strategies. Such optimisation relies on identifying measurable properties that both robustly differentiate materials and correlate with critical properties of the printed part. Here, we examine the value of multi-faceted bulk powder characterisation within this context, referencing recent work by researchers at the National Center for Additive Manufacturing Excellence, Auburn University.
Focusing on bulk powder properties
Successful powder processors tend to clearly differentiate particle properties, such as particle size and shape, from bulk powder properties, notably flowability, routinely measuring both to maximise understanding and control. For AM, particle size is a good example of a critical particle parameter and there are robust specifications in place for different processes. For example, metal powders for selective laser melting, a powder bed fusion (PBF) process often lie in the particle size range 15 – 45µm.
Flowability and the associated characteristic of spreadability are widely recognised as equally important bulk powder properties. Powder-based AM processes call for reliable, consistent powder flow with binder jetting and PBF additionally reliant on the rapid and efficient formation of uniformly packed powder layers. Flowability, spreadability and packing characteristics define these aspects of performance and are influenced by particle properties but cannot be predicted from them. Rather these behaviours are most accurately captured by measuring bulk powder properties.
Flowability defines powder performance in many sectors and there are a wide range of techniques for measurement [1]. However, there is evidence to suggest that the exacting requirements of AM are best served by modern techniques which combine high reproducibility, sensitivity, and relevance [2]. One such example is dynamic powder testing, which quantifies flowability via the generation of flow energy values from measurements of the torque and axial force required to rotate a precision blade through a powder sample. Instruments for dynamic powder testing can also enable the measurement of shear and bulk powder properties such as bulk density, compressibility, and permeability, providing comprehensive, multi-faceted powder testing. The following study illustrates how the resulting data can be used to characterise AM powders and relevantly assess the effects of powder recycling.
Case study: Investigating the impact of powder recycling on stainless steel printed parts
A study of the impact of powder recycling was carried out by researchers at the National Center for Additive Manufacturing Excellence, Auburn University using a commercially available argon atomised 17-4 PH SS powder (LPW Technology, UK) with a particle size distribution of 15 – 45µm3,4. Test specimens for mechanical testing were printed using an EOS M290 laser PBF printer (Krailling, Germany) with recovered powder recycled after each print cycle by passing unmelted powder through an 80µm screen (see references 3 and 4 for full experimental details). Mixed recycled/virgin feedstocks were tested using an FT4 Powder Rheometer® (Freeman Technology, Tewkesbury, UK), using standard test protocols5,6, to generate a range of dynamic, shear and bulk powder properties including: bulk density, compressibility, Aeration Ratio (AR) and Cohesion. Aeration Ratio (AR) is the ratio of the flow energy of an aerated sample relative to that of a conditioned sample and is measured with air flowing up through the powder at a defined velocity. Values of Cohesion are generated by shear cell testing in accordance with ASTM 7891-156.
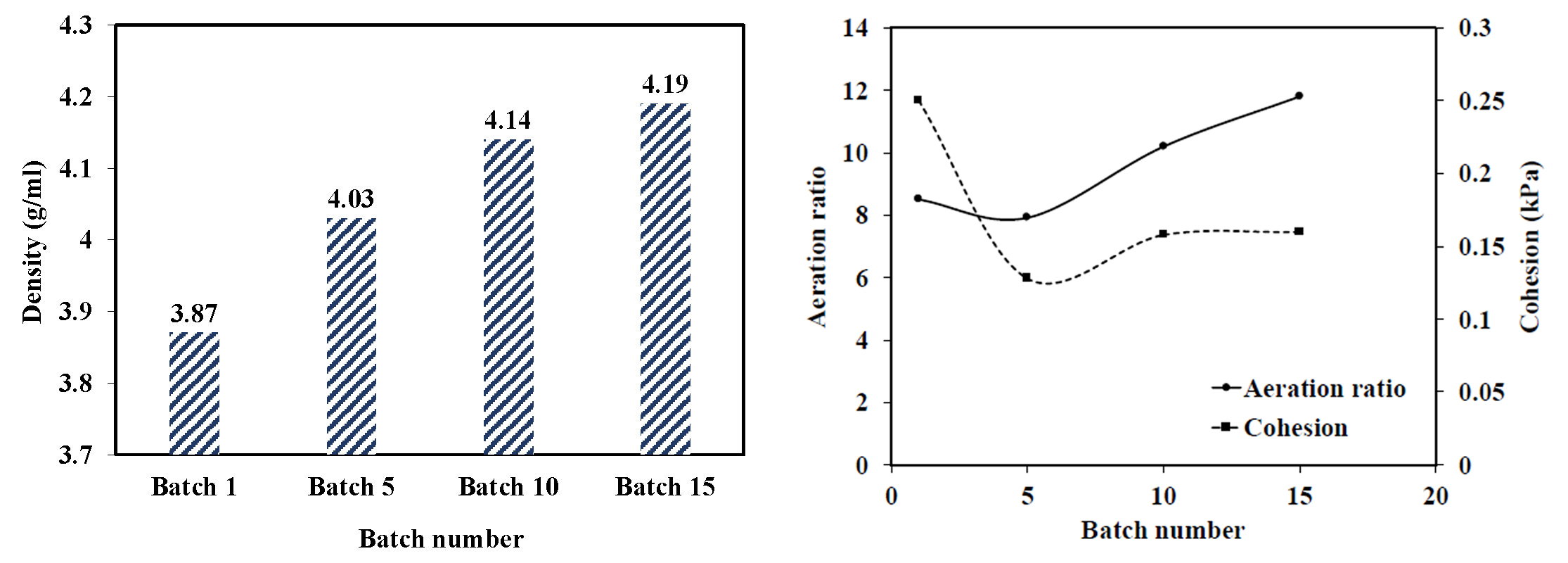
Figure 1: Assessing the impact of recycling on powder properties: bulk density (left), cohesion and aeration ratio (right)
Bulk density values are directly indicative of packing behaviour and inform on bed formation. The bulk density of the powder increases non-linearly with recycling (see figure 1) a trend attributable to changes in the particle population via multiple possible mechanisms. Fine particles in the virgin powder may agglomerate, spatter or melt during processing while particles greater than the layer thickness, which in this case was 40 µm are pushed away from the build plate by the recoater arm and not used. There is also potential for particle shape to change due to, for example, heat effects or satellite loss.
The observed increase in density is reflected in a reduction in compressibility, from 4.65% (Batch 1) to 1.97% for (Batch 15). Lower compressibility is also indicative of more efficient packing since this gives rise to lower voidage in the powder sample, increasing its resistance to compressive force. These results therefore both indicate that recycling produces a more closely packed bed, a change that would be expected to reduce porosity in the printed component.
AR and cohesion both characterise the strength of inter-particular interactions but are measured under different test conditions. Cohesion, like all shear properties is derived from measurements of the force required to shear one consolidated powder surface relative to another so is strongly influenced by mechanical interlocking and friction. The results indicate that Cohesion reduces to a minimum after 4 recycling steps (Batch 5) before increasing to a plateau, with no difference detected between the last two batches. In contrast, AR differentiates all the batches and indicates that Batch 5 exhibits the strongest cohesive bonds; aeration minimises the impact of mechanical interlocking and friction making AR a more accurate measure of cohesive forces. In more cohesive powders, the strength of interparticular forces inhibit air from separating particles and aeration therefore has a limited impact, giving rise to low AR values. Taken together these data suggest that AR is a more sensitive metric, providing greater differentiation than Cohesion, and that the impact of recycling depends on the conditions to which the powder is subjected. It is reasonable to suggest that AR is measured under more representative conditions than Cohesion, but relevance can only be truly determined via an assessment of print quality.

Table 1: Assessing the impact of powder recycling on tensile test performance (where RA% is reduction in area and Ɛf is true strain at fracture)
Table 1 shows results generated via the uniaxial tensile testing of test specimens in the ‘as built’ state. Though differences are subtle they closely mirror the trend in AR and suggest that the ductility of the printed specimens increases to a maximum after 4 recycling steps before progressively declining. Though the mechanisms associated with this trend may be complex and open to hypothesis the critical conclusion is that in this case dynamic testing alone produces data that can be correlated with print quality.
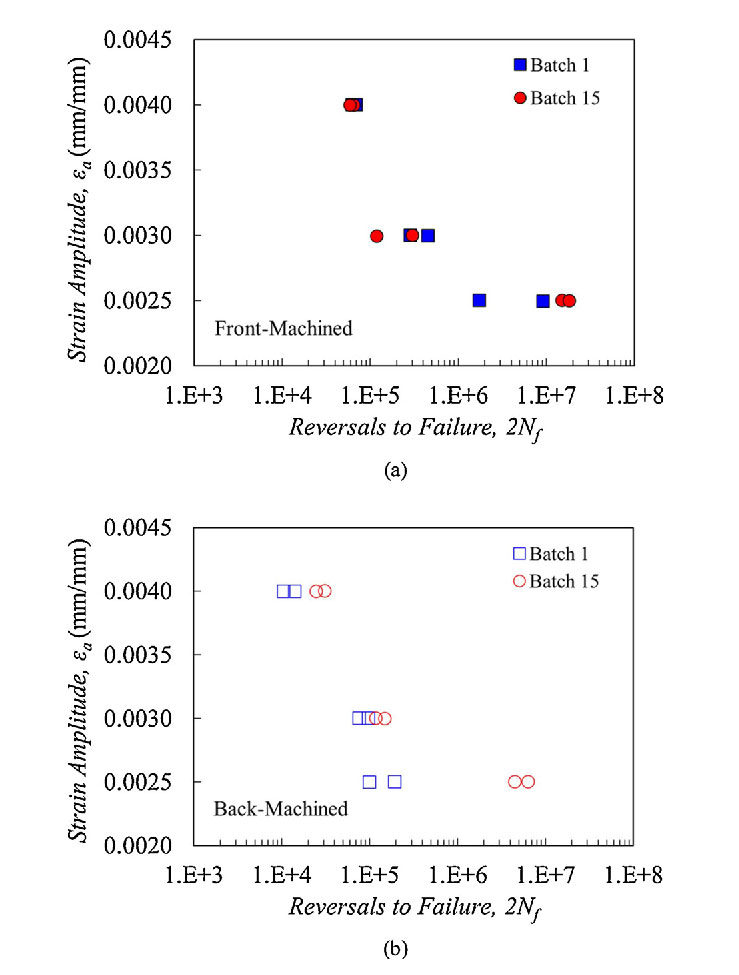
Figure 2: Strain-life fatigue behaviour observed during high cycle frequency (HCF) testing illustrates a significant difference between the test specimens made from recycled and virgin powders.
In additional studies the mechanical properties of machined specimens were tested. These results indicate a more pronounced impact of powder reuse, with extensive recycling (Batch 15) resulting in notably better fatigue strength in the high cycle regime, relative to virgin powder. This effect can be directly linked with lower porosity in the printed sample as a result of better particle packing, as evidenced by bulk density and compressibility data. Lower porosity minimises the cracking and failure mechanisms that reduce strength under HCF testing. Recycling was also observed to reduce differences in the performance of test specimens manufactured at different locations across the build platform. This effect is attributed to the improved flowability of the recycled blends, as evidenced by dynamic and shear data, which helps to promote even spreadability and uniform layer formation.
In conclusion
Effective AM powder management relies on being able to measure properties that directly correlate with print quality, for both virgin and recycled powders. The results presented here illustrate the potentially complex impact of recycling onpowder properties. They demonstrate the sensitivity and relevance of dynamic powder testing and underline the value of multi-faceted powder charcaterisation, with Cohesion, and bulk properties such as compressibility and density all helping to elucidate behaviour.
References:
[1] ‘Choosing a Powder Tester’ eBook available for download at: https://www.freemantech.co.uk/learn/ebooks [2] J. Clayton, A. Klein ‘Developing an Effective Metal Powder Specification for Binder Jet Additive Manufacturing’ Metal AM. Available to view at https://issuu.com/inovar-communications/docs/metal_am_summer_2019_sp?e=32443561/70805178 [3] P. D. Nezhadfar et al ‘The Effects of Powder Recycling on the Mechanical Properties of Additively Manufactured 17-4 PH Stainless Steel’ Solid Freeform Fabrication 2018: Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium – An Additive Manufacturing Conference. [4] A. Soltani-Tehrani et al ‘Fatigue behavior of additively manufactured 17-4 PH stainless steel: The effects of part location and powder re-use.’ Additive Manufacturing, 36, 101398. [5] R. Freeman, Measuring the flow properties of consolidated, conditioned and aerated powders — A comparative study using a powder rheometer and a rotational shear cell, Powder Technology, 174 (2007) 25-33.Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Australia’s AMCRC Funds Titanium 3D Printing R&D
In terms of the global economy’s presently existing state, there is no realistic path to economic resilience that doesn’t start with critical minerals security. This is a problem for pretty...
3DPOD 305: Automating AM with Grenzebach’s Oliver Elbert
Oliver Elbert‘s over ten years in additive manufacturing have been spent automating LPBF. For large, high-volume, or critical parts, Grenzebach has provided custom automation solutions. Depowdering, powder handling, sieving, heat...
AMPulse Asia: Chinese IPOs, Defense Deals, and Dental 3D Printing Lead APAC Roundup
The second half of June brought a wave of additive manufacturing activity across China, Japan, South Korea, India, and Australia. From Chinese IPOs and funding rounds to defense, aerospace, construction,...
Austal, Curtin University and AMCRC Work on R&D Together
Australia’s Additive Manufacturing Cooperative Research Centre (AMCRC) works with 70 industry partners to deliver collaborative R&D projects. They also work on workforce development and technology transfer. It’s kind of analogous...































