

Multi-Axis 3D Printing Technique Improves FDM Strength Over 2X

International researchers have created a novel framework for strengthening 3D prints by aligning filaments, detailing their study in the recently published “Reinforced FDM: Multi-Axis Filament Alignment with Controlled Anisotropic Strength.”
As has long been shown, anistropy is typically a weakness of 3D printing, particularly in fused deposition modeling processes. Due to the relative weakness of inter-layer bonding, the Z-axis is much weaker than the X and Y axes. In the case of this research, however, anisotropy is actually used to improve the strength of 3D printed objects by over two times. This is in contrast to more conventional methods typically used for strengthening parts such as modifying geometry, optimizing parameters like printing orientation or infill percentage and structure, or performing post-treatment processing via thermal or chemical features.
This research uses the new framework to take advantage of the anisotropy, creating “field-based optimization” for fabricating curved layers (and better control) for supporting structures. Using finite element analysis (FEA), fields were optimized for collision-free printing, and toolpaths generated on the curved layers to align filaments in the desired directions. Samples for the study were created on an FDM 3D printer.

Given a 3D model under certain loading (a), our method decomposes the model into curved layers (b) that optimizes the anisotropic strength of the 3D printed object while incorporating the manufacturing constraints. Compatible curved layers of supporting structures are also constructed for fabricating models with large overhangs. Toolpaths are optimized to supervise the fabrication of curved layers on a dual-material multi-axis 3D printer (c) using fused deposition of filaments. (d) Compared to the planar layer-based 3D printing with optimized printing direction, the objects fabricated by our method can withstand up to 203% loads in the physical tensile tests.
In previous studies, anisotropy of mechanical properties has been used for strengthening models, with infill and microstructures being adapted also for better topology. Structural analyses have been performed to assess the best printing direction, while others have studied the proper orientation using FEA safety factors. Ultimately, however, most researchers have realized the limitations presented by the deposition of planar layers.
While the “computational pipeline” for this study was used to create curved layers and toolpaths as designated by principal stress distribution, the authors found that the biggest obstacle was to simultaneously optimize filament alignment while also dealing with manufacturing constraints. Previous research studies have attempted to employ multi-axis 3D printing; however, the results have shown limited success, and no application for mechanical anisotropy brought on due to “different toolpaths of filament alignment.”
A vector field was identified for “governing field’s gradients” and then scalar fields were able to be computed at the end. Using this approach, the team was able to take a nonlinear optimization issue and turn it into several linear optimization problems that could be easily fixed, with further algorithms written to allow access and thorough manipulation of layer thickness.
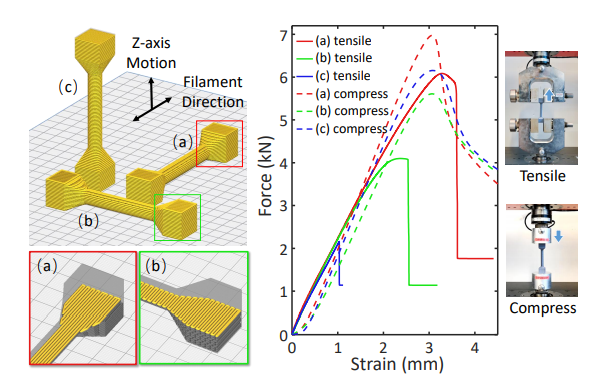
Anisotropic mechanical behavior can be clearly observed on 3D printed specimens with filaments aligned along different directions. We can observe the enhancement of the breaking force with 176% (in tensile tests) and 27% (in compression tests) when aligning filaments along the direction
of loading. All material samples were tested using same setup and loading condition as show in the right.
Designing toolpaths within a three-manifold also meant improving accessibility, support generation, layer thickness, and toolpath generation. Ultimately, these issues were solved by finding the best orientation with a new metric, allowing for field relaxation, and refining meshing, slicing, and trimming. Several samples were created, with all featuring the curved layers generated by the new computational framework.
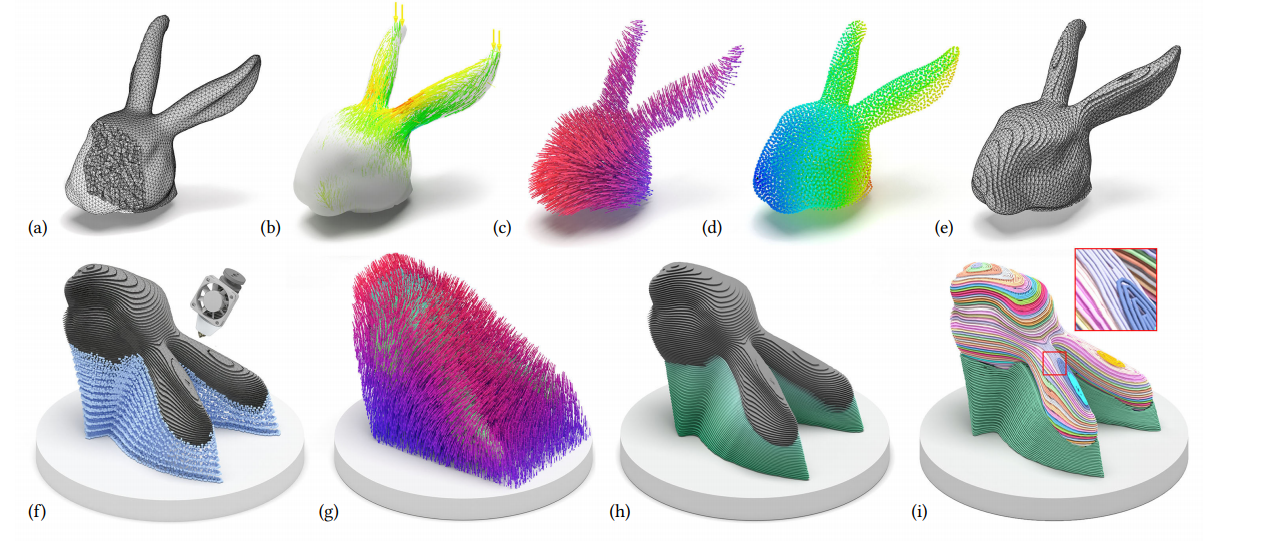
An overview of our computational framework for generating curved layers and toolpaths with controlled anisotropic strength: (a) a Bunny-head model H is represented by a tetrahedral mesh T, (b) principal stresses with values are visualized by colors, (c) a vector-field V(x) is optimized according to the principle of reinforcement and the fabrication constraints, (d) a scalar-field 𝐺 (x) is obtained by enforcing ∇𝐺 (x) to follow V(x), (e) preliminary curved layers are generated by extracting the iso-surfaces from 𝐺 (x), (f ) an orientation of fabrication is determined by considering the accessibility of printer head and regions with large overhangs are detected by a sampling based method, (g) a vector-field V¯ (x) is extrapolating V(x) for supporting structure, (h) final curved layers are extracted from the governing fields for 3D printing, and (i) toolpaths are generated for curved layers according to the principal stresses.
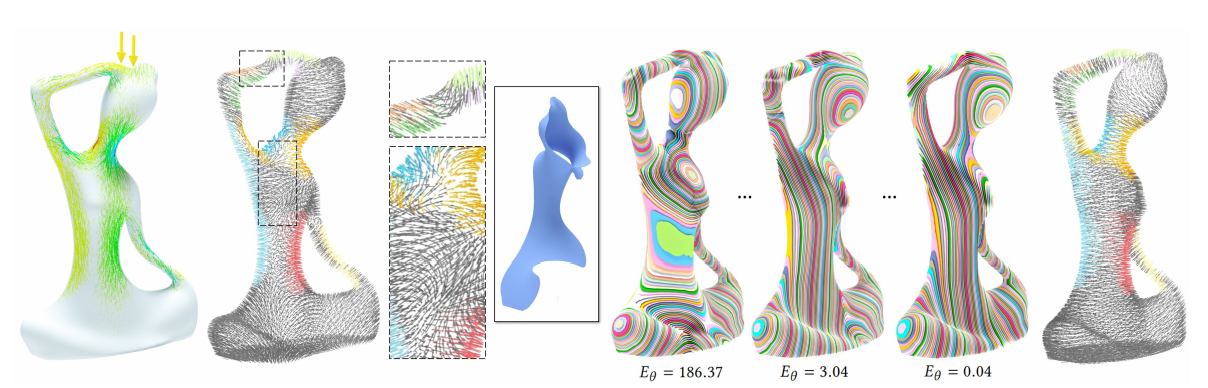
The orientations of vectors in the segmented critical regions (displayed in different colors) have significant influence on the compatibility of V(x) (as indicated ∇𝐺 (x)), where incompatibility will result in iso-surfaces not able to be printed – see the blue surface. The greedy algorithm for alternating orientations of vectors in the segmented critical regions can effectively improve V(x)’s compatibility – therefore the quality of 𝐺 (x)’s iso-surfaces. Progressive results with their corresponding values of 𝐸𝜃 (Eq. (6)) are also given.
One of the most concerning limitations of this technique was in the slower speed. While precision was improved, the researchers noted that the tradeoff was difficulty in achieving high speed and stable rotation motions. Along with that came another constraint:
“Our ray-based method to determine the overhang regions needs supporting structures, which may generate rays having no intersection with any prior layers or the platform. When this occurs, we apply some local perturbation to adjust a ray’s orientation until it can intersect with the platform,” explained the researchers. “This is another limitation of our approach. It is worthy to investigate a better method for the support generation. Using optimized design (e.g., [Dumas et al. 2014]) can significantly reduce the time and material used to fabricate the supporting structures.”

Physical fabrication results (before and after removing the supporting structures) for Bunny head, Topo-opt, 𝐶 2 -model and Yoga.
Overall though, the experiment was found to be “encouraging,” especially as models 3D printed with this method can hold up under loads exponentially higher than in planar-layer based FDM 3D printing.

Behavior verification of the optimized directions for filament alignment by using FEA software, Abaqus. The anisototric material property is specified at the element-level as shown in the left – different Young’s moduli are assigned long different directions (i.e., 3𝑌, 2𝑌 and 𝑌 respectively with
𝑌 = 782𝑀𝑃𝑎).
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Flashforge Bets on Meshy AI as Desktop 3D Printing Battle Intensifies
Competition in desktop 3D printing is brutal. Whereas before, firms competed through value engineering, Prusa clones now have an integrated hardware, sensor, and software setup that is making all the...
Ford Uses Binder Jet 3D Printing to Make Boat Propellers for Sharrow Marine
Ford’s Advanced Industrial Technology and Platforms (ATP) group has helped Sharrow Marine make a boat propeller in two weeks rather than 130 days. Thanks to the Michigan Central program, Ford...
Skuld to Work on DARPA’s Rubble to Rockets (R2R) Program
Skuld will work on the Defense Advanced Research Projects Agency’s (DARPA) Rubble to Rockets (R2R) Program, which turns scrap metal into missile components. Skuld will help with alloy design, characterization, and...
From “Magic” to Metal: How Intrepid Automation Wants to Make 3D Printing Matter at Scale
Ben Wynne still talks about 3D printing the way people do when they’ve felt that “wow” moment up close. Back in the early 2000s, he was working at HP’s advanced...



































