

Zurich: Studying Residual Deformations in Metal Additive Manufacturing


Researchers from Zurich University of Applied Sciences in Switzerland continue to explore industrial 3D printing further, sharing the details of their recent study in ‘Simulation and validation of residual deformations in additive manufacturing of metal parts.’
As both 3D printing and additive manufacturing continue to become more popular for users on every level, functionality of parts is emphasized, motivating researchers to study reasons for potential failure in digital fabrication. In this study, the authors focus on selective laser melting (SLM), due to its expanding uses in metal printing, and the reasons behind errors and deformation in parts.
In SLM printing, parts often do not cool evenly, leading to ‘severe thermal gradients,’ which result in strain. If such strains continue to build, distortion and build may be exhibited in the 3D printed part:
“Excessive distortion and cracking can thereby lead to expensive rejects in the AM process when respective quality criteria cannot be met. Obviously, this imposes significant economic challenges during the application of e.g. SLM in the industrial practice,” explained the authors.
Distortion may be caused by:
- Local melt pool geometry
- Scanning strategy
- Actual part geometry
“Significant effort has been put into the characterization and physical understanding of the melt pool geometry resulting from different process parameter sets. This is mainly determined by complex multi-physical and highly non-linear interactions between the laser beam (power, speed), the metal powder (material, particle size and its distribution, layer thickness) and the resulting melt volume, e.g. [13].
“Together with the scan strategy (laser speed, path/pattern, hatch spacing) [14], the process parameters and therefore the melt pool geometry has a decisive effect on the resulting local microstructure (e.g. pore volume, grain size). Several aspects of these multi-physical phenomena have been studied both experimentally and by detailed multi-physics simulation, e.g. [15, 16].”
Simulations required for such research are often expensive and overall, inefficient. Designs may be adjusted in ‘pre-compensation’ for predicted errors as users hope to prevent the potential for rejected parts; however, such practices are also expensive, time-consuming, and inefficient—unless the operator is extremely experienced in AM processes.
In this study, two solutions were brought forth via ANSYS, i.e. ANSYS Additive Print and ANSYS Additive Suite:
“First, ANSYS Additive Print has been fully calibrated to Ti–6Al–4V parts that were additively manufactured by SLM on an EOS M290 machine. Furthermore, sensitivity studies are presented assessing the influence of mesh size and type as well as material input parameter variations in ANSYS Additive Suite. Finally, both tools are validated by comparing their residual deformation predictions for other sample geometries featuring different wall thicknesses and shapes with 3D measurements of actually printed parts.”
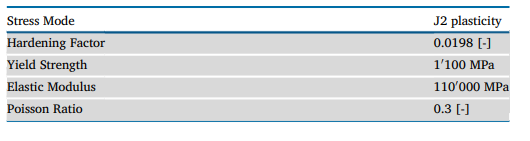
Ti–6Al–4V material input data for AAP

Process parameter input data for AAP.
Specimens were printed on an EOS M290 SLM machine, using Ti–6Al–4V powder by EOS with an average particle size of 50.6 μm. No support structures were used.
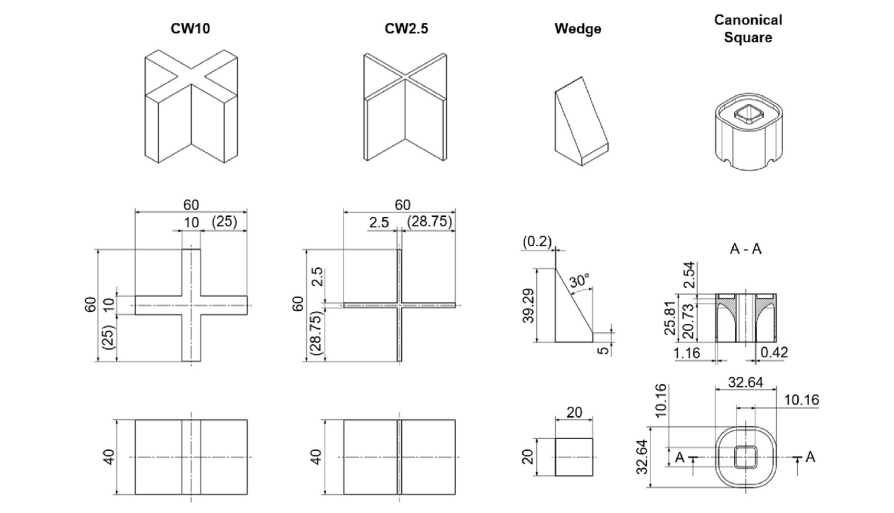
Calibration (CW10) and validation (CW2.5, Wedge and Canonical Square) geometries
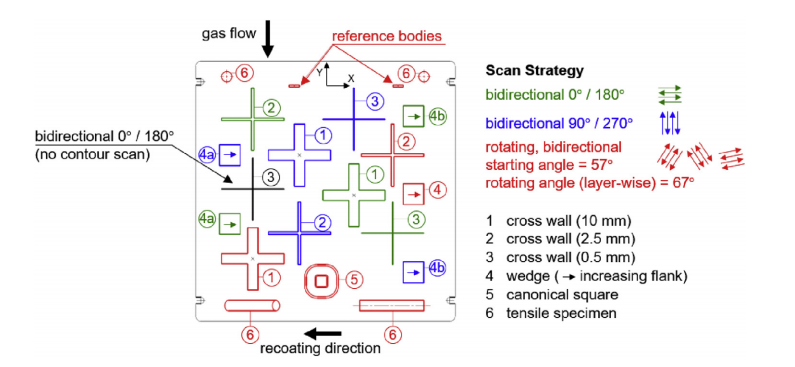
Outline of build plate for calibration and validation parts with different scan strategies
Overall, the goal of the study was to pinpoint realistic issues for users to be aware of in the future. Several samples were printed via SLM, in the form of a cross-wall geometry with a wall thickness of 10mm, a cross-wall geometry with a wall thickness of 2.5mm, a wedge, and a canonical square.
These simulation techniques overall showed good predictions qualitatively in terms of shape deviations for the samples. The methods used for calibration were suitable for finding ‘hotspots’ in any part, but the researchers did not a ‘limited extrapolation range.’
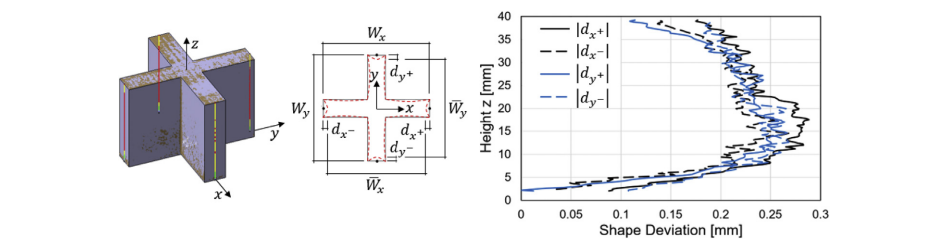
Directional shape deviations in positive and negative x- and y-directions, respectively, as measured from the sample center as determined by least-squares fits of actual and target geometries (CW10).
“Further research is required to better understand the predictive capabilities of the superlayer approach that is calibrated to any given calibration geometry as well as its limitations that result from the strong simplification of the physical complexity,” concluded the researchers.
“More appropriate calibration geometries, continuing extension of a more reliable material database, improved user guidelines and increased numerical efficiency are key in the future establishment of the process simulation approaches in the industrial practice.”
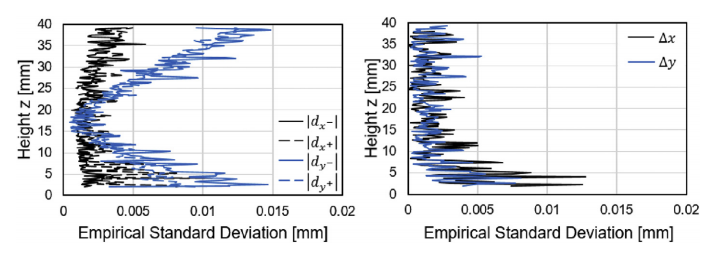
Comparison of empirical standard deviations from four repeated measurements when measuring directional shape deviations
What do you think of this news? Today many different forms of research are conducted regarding metal parts in AM processes, from the introduction of new materials, use of composites, and dealing with issues related to powder recycling.
Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
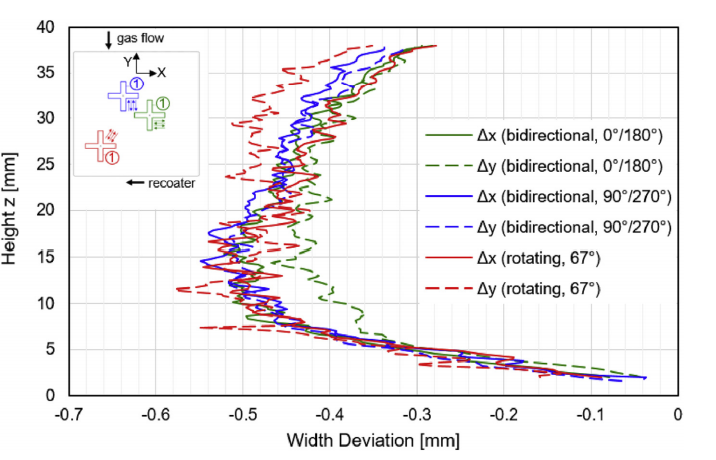
CW10: Measured width deviations in x- and y-directions for bidirectional and rotating scan strategies.
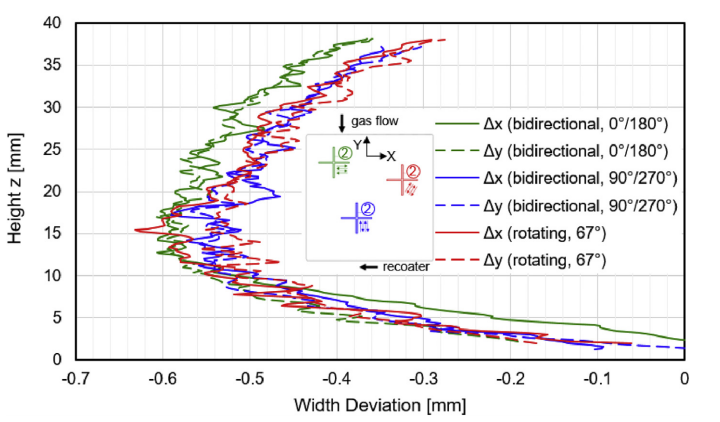
CW2.5: Measured width deviations in x- and y-directions for bidirectional and rotating scan strategies
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Pogačar & Fairlight Cycles Show Us Low Cost 3D Printed Components for Bikes
There has been a lot going on in 3D printing for bicycles over the years. The most successful implementation so far is in bicycle seats. Carbon 3D printed seats are...
SpaceX IPO Puts a Major 3D Printing Powerhouse on Wall Street
SpaceX officially began trading on the Nasdaq today under the ticker symbol SPCX, marking one of the most anticipated and largest public offerings in Wall Street history. The company priced...
TDK Makes Sound AI Infrastructure Bet with Fabric8Labs Acquisition Worth Up to $400M
As I described in a recent PRO article, the bulk of global investment is currently premised on a bet that an AI infrastructure buildout can eventually result in a workable...
Continuum Powders Launches On-Demand Alloy Service for Small-Batch Production
The need to meet demand for high-mix, low-volume (HMLV) production is one of the dominant catalysts driving new manufacturing investment. One explanation for this lies in a rare dual transformation...






























