
Safety Suggestions for 3D Printing Medical Parts at Home: FDM Polymers


This does not constitute medical advice or indeed is meant to convey any particular indication that it would be safe to print medical parts at home. In a moment bereft of optimal choices however people are printing medical and ancillary medical things at home using desktop FDM systems. In order to make this safer, we’ve penned a number of articles encouraging you to do no harm, some safety suggestions on your print room setup and how to keep it clean, and the relevant safety guidelines available, including if you’ll print, what category of items you’ll print. GMP plus the right materials and certifications is the only way to safely make a medical product or a quasi-medical product. If you print irresponsibly or cough on a face shield that you give to a hospital you may, in fact, kill someone who would have lived without your face shield. Please be careful.
Should you have any symptoms, do not engage in making parts. Should someone in your household be symptomatic, do not engage in making parts. Even if you do not show symptoms be aware that a certain proportion of people have COVID but do not show any symptoms. So the best thing to do is to act as if you have the virus and to at all times wear gloves (which you dispose of regularly), a mask and face shield. Restrict access to your making room to as few people as possible. Make sure that you package parts in an enclosed airtight container of some sort individually. Make sure parts are dry.
Cleaning
1, Parts should be cleaned with soap and water. This is a guide on cleaning for COVID.
Disinfectant
2. Subsequently, you can disinfect them. This is a list of EPA approved disinfectants. You should make sure that you yourself are clean and wearing gloves before doing this step. A newly washed apron, gloves, mask, and a face shield should be worn before disinfecting. All surfaces should be cleaned and disinfected before doing this step. Do not eat, drink, let people or pets in the room before this step.
Sterilization
3. Sterilization is a required step. There are a number of different processes that can all kill the living things that will inhabit your parts. Here is a quick guide, here are the CDC guidelines on sterilization and this is a practical guide.
Autoclaving
Autoclaving is the most common form of sterilization for a lot of polymer 3D printed parts. This gives you a good overview. Essentially your parts are sterilized under pressurized steam at around 121C. Immediately you’ll know that PLA won’t fare well under these conditions. These parts will often delaminate and fail.
In fact, most FDM materials do not fare well when autoclaved as their heat deflection temperatures are too low. Materials such as PPSU/PSU/PPSF are good candidates for autoclaving and can be exposed to repeated cycles. Their print temperatures range in the 380C range and 100C bed temperature however and this is beyond the reach of many desktop machines. The material is also around $380 per 500g or $216 per 500g, depending on approvals and the vendor. You could also consider materials such as PEEK or PEKK which also are expensive and high performance. PEI also withstands repeated cycles. PEEK is very difficult to print, PEKK and PEI are generally easier. To process these materials well you will have to have a highly modded printer or a high-temperature printer with a nozzle print temp of 400C, bed temp 100C and chamber temperature of 100C.

ABS is generally not a good candidate for autoclaving and ABS parts often fail in the autoclave. All other materials not mentioned here are also not good. This is a guide specifying which polymers are good candidates for the autoclave.
Should you wish to go the low-cost route then Polypropelene is also an alternative. Some polycarbonates could work but parts may warp and strength is reduced. Stratasys’ PC-ISO material is a good candidate for autoclaving. Polyamide filaments (but only really PA6) can, in a limited way, be autoclaved and are more accessible. POM (Acetal) is a risk in terms of fumes but with sufficient industrial ventilation could be managed. I personally wouldn’t print POM at home even with an enclosed system, filters and good ventilation.
WARNING: Please never 3D print PVC filament, it is too high-risk to use, even in an industrial setting with HVAC and high safety standards. Fumes are highly toxic and dioxins may remain on your printer or on parts. There is no safe way to 3D print PVC. 3D printed PVC parts may have highly toxic dioxin residue on or in them. Here are articles on dioxins and PVC and thermal decomposition and in fires. During the 3D printing of PVC: hydrogen chloride may be released, cancer causing PAH’s may be released, as may toxic and carcinogenic dioxins.
Never use CF or GF or carbon nanotube or carbon black filaments for this application and try for the natural color if possible. Please note that even natural color filaments do often contain undisclosed not MSDS listed processing additives but generally no colorants. Please purchase filaments with the relevant approvals.
Other Options
Typically the users will have their very own processes and adhere to them. There are some other options as well. Prusa has done a great job on identifying them for their face shield designs. They’ve found that for their shields autoclaving specifically will deform them. With some different materials this may not be the case. I’d always go with a part that can work in an autoclave. This is a readily available sterilization technology.
Also, the nice thing about an autoclave is that it is a very well understood, widely practiced, reliable technology. For the other methods above the processes could be less controllable. So design parts that work in materials that work in an autoclave, If this is impossible then I’d move to other sterilization methods.
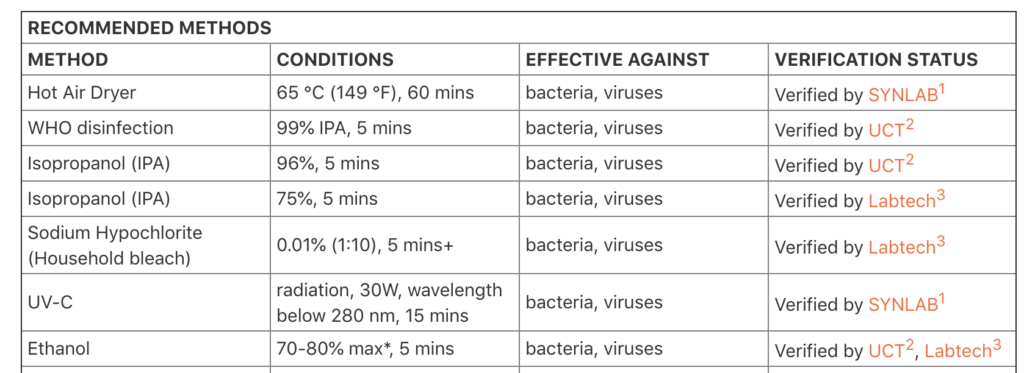
What is encouraging for parts made in the home for the home or for you sterilizing a mask before you give it to your brother for example, is that a 5 minute bath in IPA seems to do the trick. Other sources recommend keeping parts in IPA for 20 minutes. Bleach could also be a solution. This means that with care, there are methods by which you could do a rudimentary sterilization at home. Now rudimentary sterilization is a bit like saying you’re half pregnant. Especially with cleaning, disinfecting and sterilizing we want to be incredibly careful.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Australia’s AMCRC Funds Titanium 3D Printing R&D
In terms of the global economy’s presently existing state, there is no realistic path to economic resilience that doesn’t start with critical minerals security. This is a problem for pretty...
3DPOD 305: Automating AM with Grenzebach’s Oliver Elbert
Oliver Elbert‘s over ten years in additive manufacturing have been spent automating LPBF. For large, high-volume, or critical parts, Grenzebach has provided custom automation solutions. Depowdering, powder handling, sieving, heat...
AMPulse Asia: Chinese IPOs, Defense Deals, and Dental 3D Printing Lead APAC Roundup
The second half of June brought a wave of additive manufacturing activity across China, Japan, South Korea, India, and Australia. From Chinese IPOs and funding rounds to defense, aerospace, construction,...
Austal, Curtin University and AMCRC Work on R&D Together
Australia’s Additive Manufacturing Cooperative Research Centre (AMCRC) works with 70 industry partners to deliver collaborative R&D projects. They also work on workforce development and technology transfer. It’s kind of analogous...































