
Argonne National Laboratory: 3D Printing PEEK Counter-Current Centrifugal Contactor Components


Researchers from Argonne National Laboratory are analyzing materials for use in 3D printing, and have released results in the recently published ‘Additive Manufacturing Fabrication of PEEK Counter-Current Centrifugal Contactor Components.’ While the benefits of AM processes are discussed, there are still limitations for some types of production—despite the potential for greater affordability, customization, and on-demand manufacturing.
Regarding fabrication of annular centrifugal contactor-separator stages (CCS), the researchers experimented with high-density acrylic materials for better mechanical properties and stronger chemical resistance:
“Over the past two years, AM has been used to produce low-cost centrifugal contactor components, ranging from bench-scale laboratory testing to a full-scale industrial process with on-hand availability of spare parts and great flexibility in design modifications and quick testing and implementation,” stated the researchers.
SLA 3D printing has proved to be inferior for CCS previously, with components failing due to lack of strength in mechanical properties and deterioration of acrylic like flaking, delamination, and more. Notably, the SLA 3D printed parts could serve well as prototypes in research and development, but not for functional, commercial use.
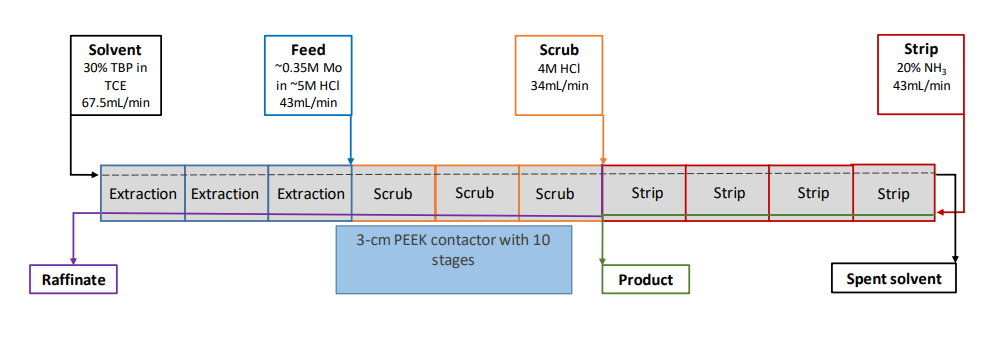
MOEX flowsheet utilized for testing of 10 stages of machined PEEK centrifugal contactors.
During this study, the research team ran seven tests with three extraction, three scrub, and four strip stages. Rotors were scaled up by one centimeter, from 2 cm to 3 cm. Consequently, TCE evaporation increased, leading the team to monitor and adjust the density of the organic phase.

Bank of machined PEEK contactors with 10 stages.
“It was discovered that during ~2 hr of running the 3-cm bank, the density of TBP solution changed from 1.432 g/mL to 1.419 g/mL,” noted the researchers. “This change corresponds to a loss of ~60 mL of TCE per liter of TBP/TCE, and a change in concentration of TBP from 30% to 32%. It is therefore important to feed TCE into the organic phase reservoir during longer runs.”
Due to slightly increased potassium in comparison to other runs used with AM 2-cm centrifugal contactors, the number of scrub stages were increased, solving the problem.

The images show PEEK filaments following extrusion, (left) before and (right) after drying.
The PEEK materials were fabricated using FFF 3D printing. Due to intrinsic challenges with both PEEK and FFF 3D printing, the team relied on an Intamsys FunMat Pro HT, along with virgin PEEK material and PEEK/Carbon Fiber filament from 3DXTech—added to reduce warping issues. The team also took additional measures to deal with moisture, drying the filament for 12 hours.

Semi-crystalline (left) vs amorphous (right) PEEK
“Hydrodynamic tests including leak-tightness and zero-point testing demonstrated comparable performance between PEEK printed and SLA-printed acrylic CCS stages of the improved design, and dramatically improved performance for PEEK printed stages when compared with the standard rotor design,” concluded the authors. “With the AM fabrication of PEEK contactor stages and the implementation of a gas purge to protect the motor, all components are now either chemically resistant to attack by HCl and TCE or are protected from potential splashing and vapors.
“Future work will include carrying out additional holdup testing to better understand the composition of phases within the mixing section during typical operations. A 3-cm contactor housing will need to be printed from PEEK and integrated into an existing, traditionally fabricated 3-cm PEEK CCS bank. This integration will further prove the performance of PEEK printed contactor stages and will allow for longer-term reliability testing.”
Many different research projects have centered around PEEK, in labs around the world, from experimenting with recycling isotopes to fabricating disks with antibacterial qualities and optimizing car parts. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Additive Manufacturing Fabrication of PEEK Counter-Current Centrifugal Contactor Components’]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
How One Artist Is Using 3D Printing to Tell Stories About the Ocean
Artist Kimberly Callas sees something different when she looks at a 3D printer. Where others see a machine for making parts, she sees a way to tell stories about the...
Bambu Lab Wants Home 3D Printing to Feel Less Like a Workshop with PLA Pure
As desktop 3D printers become increasingly common in homes, Bambu Lab is focusing attention on something beyond print speed and hardware features. This week, the company launched a new filament,...
AM Asia Watch: China Exported 2.46 Million 3D Printers in Four Months
China’s consumer 3D printer industry seems to be reaching a new level of global dominance. According to Chinese state media outlet China Global Television Network (CGTN), China exported 2.46 million...
Bambu Launches A2L: What the New Printer Reveals About Its Strategy
Bambu Lab continues its relentless march for 3D printing domination with the launch of the A2L. The 330 × 320 × 325 mm printer will have a nozzle temperature of...































