3D Printing for Molds and Dies, Part 2

In part one of this series, we gave an overview of how 3D printing is used to fabricate molds and dies for injection molding and die casting. In particular, additive manufacturing (AM) can be more cost effective for small batches of parts; however, in some cases, the technology can provide some benefits that are unique to 3D printing, regardless of batch size. This is particularly true of 3D-printed metal molds and dies that can survive much longer than plastic molds discussed in part one.
The biggest benefit that 3D-printed molds and dies offer, regardless of batch size, is the ability to integrate conformal cooling channels (air passages that follow the shape of the mold/die cavity and core) that would be impossible with traditional technologies. Channels are integrated into molds and dies so that they dissipate heat more quickly, reducing the cooling time needed for the part and the tool. This makes it possible to crack open the mold or die and inject more material for faster production.
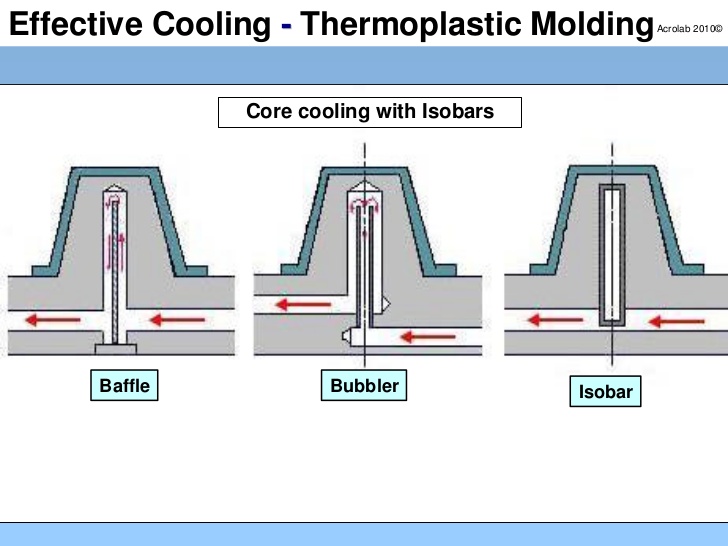
Traditional methods for complex cooling strategies.
As it stands, molds and dies are typically made with CNC machines, with cooling channels usually drilled in secondary machining operations. As a result, heat dissipates more unevenly, leading to internal stresses and warpage within the part itself. More complex cooling strategies can be achieved through the addition of features called bafflers, bubblers and isobars, which obviously increase the labor and cost of the part. If necessary, tooling might have to be made in segments for more intricate channels to be incorporated. The mold/die is then soldered together, which naturally shortens the life of the tooling.
With AM, cooling channels can be printed in any shape and closer to the part than possible with subtractive techniques. This in turn can improve part consistency, while also reducing cooling times, which in turn cuts down the time it takes to make a new part (referred to as “cycle times”). Fewer defective parts also means less material scrap.
There are numerous examples where 3D-printed molds have improved the injection molding process. Czech tool manufacturer Innomia cut cycle time by 17 percent, ultimately also reducing production time to market from 18 to 13 days. Polish tooling and injection molding company FADO reduced cycle times by 30 percent. Linear Molds, of Michigan, reports that 20 to 30 percent of its tooling sales are 3D-printed inserts. Oyonnax Cedex was able to reduce the temperature of its tooling by 20°C, resulting in a 20 second drop in cooling times. Laser Bearbeitungs Center was able to cut its cycle time by 60 percent and scrap rate from 50 percent to zero.
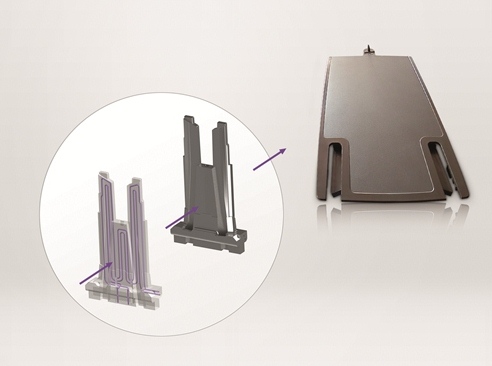
A 3D-printed tool insert featured conformal cooling to cut cycle time by 17 percent, while improving the quality of the arm-rest part it was used to manufacture. Image courtesy of Innomia, Magna.
The introduction of conformal cooling channels is really just the beginning of the benefits that 3D printing brings to the fabrication of molds and dies. The use of simulation software makes it possible to optimize the cooling pathways to reduce cooling and cycle time that much more. Topology optimization, generative design, and other simulation-based modeling techniques can be further applied to reduce the material used to fabricate the tooling, thus making the part lighter and easier to move, as well as cutting cooling time even more.
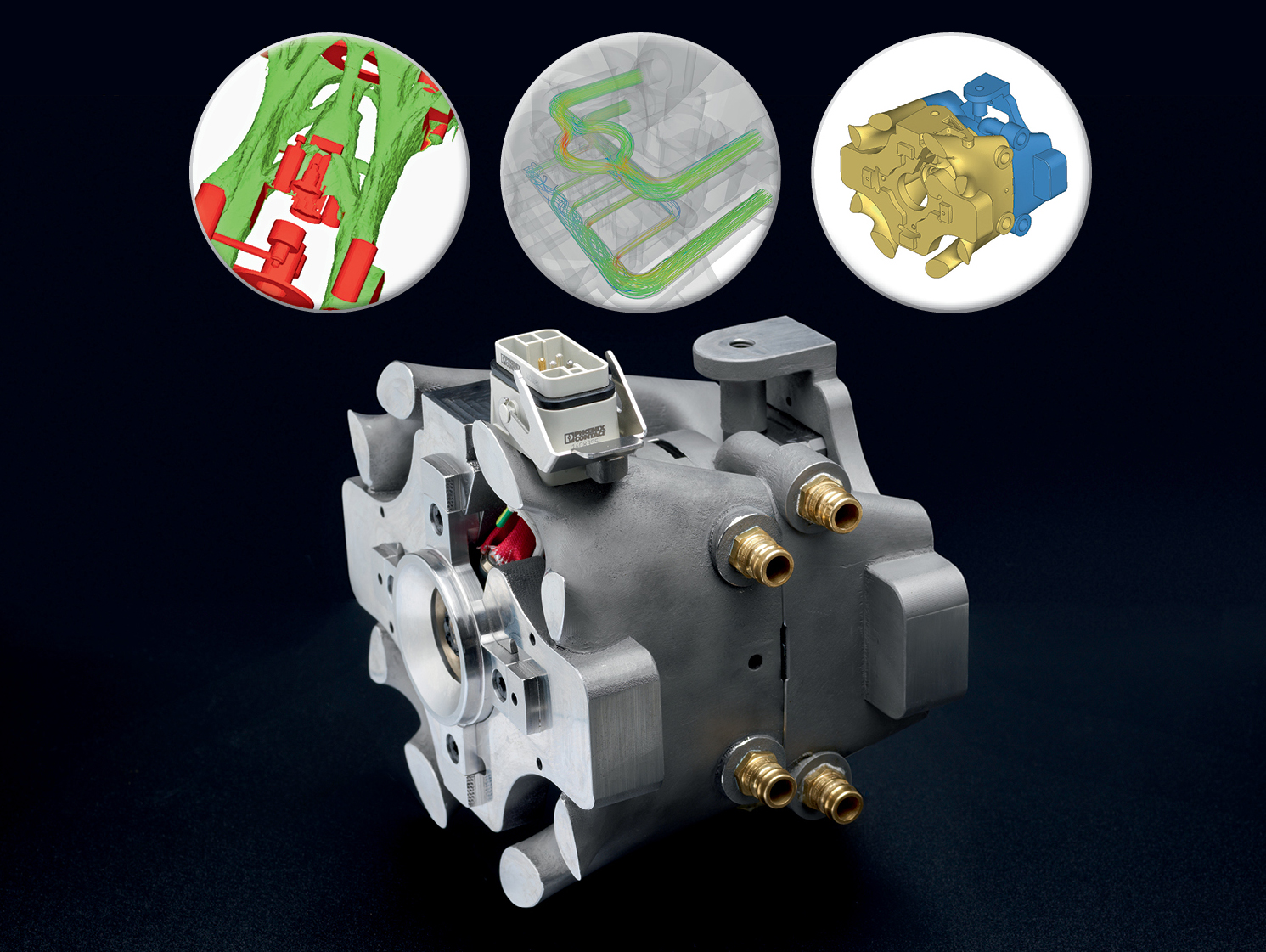
A mold optimized using Altair software and 3D printed by PROTIQ. Image courtesy of Altair.
Companies such as PROTIQ and NXCMFG are specifically dedicated to 3D printing molds, dies, and inserts using simulation tools and topology optimization. In one use case, PROTIQ was able to reduce the weight of a mold by 75 percent. This made it so that the tool could not be lifted by hand, while conformal cooling cut cooling time from 9 or 10 seconds to just 3.2 and cycle time by one third.
In the above cases, the metal 3D printing technology in use was metal powder bed fusion (PBF). Though not capable of the same geometric complexity, directed energy deposition (DED) and hybrid manufacturing systems (which usually combine DED with CNC) have their own benefits that can be brought to toolmaking.
In particular, DED and hybrid systems that use DED are capable of combining disparate metals or depositing metals to existing parts. For molds and dies, this means taking advantage of the physical properties of multiple materials.

Multi-material applications and graded materials can be realised with DMG Mori’s LASERTEC 3D hybrid machines.
Hybrid machine manufacturer DMG Mori, for instance, discussed fabricating a die casting mold by 3D printing a mold core out of bronze, which dissipates heat quickly, and then printing the outer mold from tool steel, chosen for its corrosion resistance properties.
Alternatively, a mold could be made in which one material, such as steel, is deposited onto an existing block of base material, such as copper. Due to the thermal conductivity of copper, the base could act as a heat sink, reducing cooling time. Finally, unlike PBF, DED can then be used to repair a mold or die over time.
Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Gorilla Sports GE’s First 3D Printed Titanium Cast
How do you help a gorilla with a broken arm? Sounds like the start of a bad joke a zookeeper might tell, but it’s an actual dilemma recently faced by...
Nylon 3D Printed Parts Made More Functional with Coatings & Colors
Parts 3D printed from polyamide (PA, Nylon) 12 using powder bed fusion (PBF) are a mainstay in the additive manufacturing (AM) industry. While post-finishing processes have improved the porosity of...
$25M to Back Sintavia’s Largest Expansion of Metal 3D Printing Capacity Since 2019
Sintavia, the digital manufacturing company specializing in mission-critical parts for strategic sectors, announced a $25 million investment to increase its production capacity, the largest expansion to its operations since 2019....
Velo3D Initiates Public Offering in a Bid to Strengthen Financial Foundations and Drive Future Growth
Velo3D (NYSE: VLD) has been among a number of publicly traded 3D printing firms that have attempted to weather the current macroeconomic climate. After posting a challenging financial report for 2023,...