

Italian Researchers: Eliminating FDM Support Structures with New Algorithm


As researchers from Italy present a novel system for avoiding the use of support structures in additive manufacturing processes, they delve further into an issue that continues to plague users who would prefer not to spend the additional time in post-processing efforts. With their findings outlined in ‘Fused-Deposition-Material 3D-Printing Procedure and Algorithm Avoiding Use of Any Supports,’ the authors explained that they performed their study with FDM (FFF, Material Extrusion), but their work could be transferred to other methods of 3D printing too.
In this study, the research team recognizes the benefits of 3D printing, from lower costs, lower production times, less waste, less space needed for inventory, and more, but they emphasize the desire to truly move away from subtractive manufacturing in using only what material is needed—without any requirements to remove supports later.
“Considering the high number of printable materials and structures that can be realized, together with the peculiarities of FDM technology, it is possible to achieve various and interesting physical proprieties, such as flexibility, toughness, thermal resistance, and electrical conductivity,” state the authors, going on to point that that logically, printing without supports is highly desirable to refine quality, as well as conserving materials.

(a) Support-based object and (b) support-free object.
One of the best ways to avoid dealing with bridges and overhangs (areas that initially lack support during the 3D printing process) is to ‘design for printability.’ This may not always be possible though; in fact, the researchers point out that can often be nearly impossible when designing parts and prototypes.
There are other options also for avoiding having to 3D print with support structures, such as designing parts into a variety of sub-blocks which are easier to deal with in fabrication. While the process of removing supports is eliminated though, users must still spend time in post-processing for assembly, finishing, and more.

(a) Object with poor printability; (b) printable object filleting the floating area; (c) printable object splitting critical area from main body.
Although there are a variety of other choices that could be made regarding design, printing, and post-processing and finishing, the researchers created an algorithm for manipulating the slicing process, allowing them to still print ‘supportless bridges and very steep overhangs.’
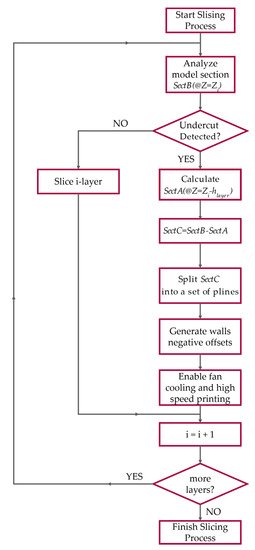
Flowchart of proposed algorithm.
For this study, the researchers integrated their new method into Tips slicing software—a customized version of Slic3R. For 3D printing, they used a 3DPRN H5, featuring a dual tilting extruder setup.
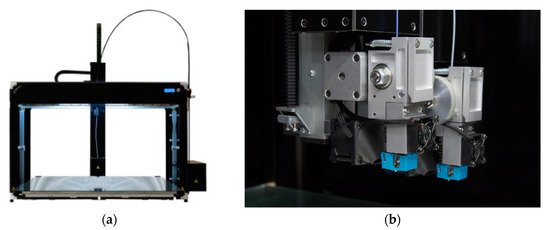
(a) Testing 3DPRN LAB H5 FDM printer; (b) dual-extrusion setup utilized for test.
Four different samples were created in the study as the researchers created three with a 90° overhang, and one with a bridge. Each sample was 3D printed ten times, alternating with supports, without, and then with the use of the Print on Air algorithm.
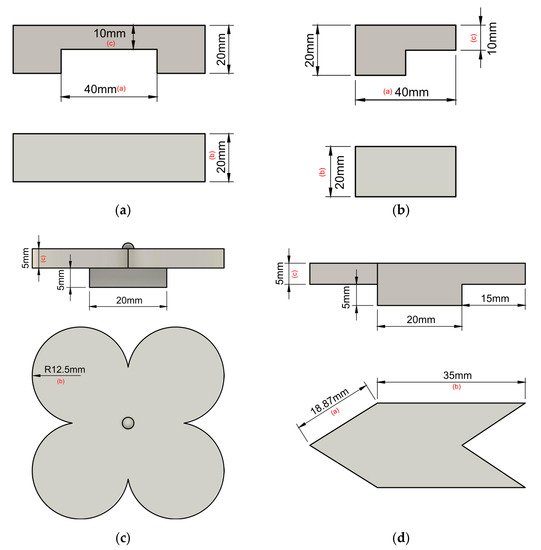
Test samples printed for analysis: (a) bridge, (b) rectangular 90° overhang, (c) circular 90° overhang, (d) triangular 90° overhang (pictures not in scale with each other.
“The layer height was set at a constant value of 0.2 mm, while speed, acceleration, jerk, and cooling were automatically set by the slicer,” explained the researchers.
While there was ‘no effective’ measurement available for samples without supports, floating layers were reported as ‘drooped’ and the prints failed.
“PoA, on the other hand, was capable of remaining within one-layer error (0.2 mm) from the ideal dimension. Supposedly, this error came from the cooling deformation of the plastic (wavy-surface finish) rather than actual material droop; hence, a better cooling profile could further improve the results. Moreover, for larger pieces, this issue is inherently reduced since the extruder physically moves farther away from each deposited strand, reducing unwanted heat exchanges between itself and printed sections.”
Ultimately, the researchers decided that the procedure would be best used when overhangs were required, rather than bridges.
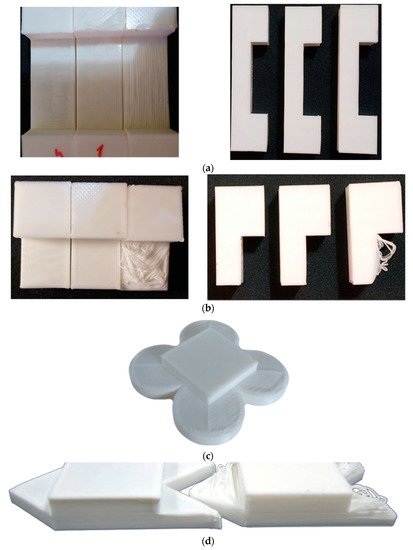
Printed samples: (a) bridge structure (left to right): Print on Air (PoA), supports, supportless; (b) rectangular overhang (left to right): PoA, supports, supportless; (c) circular overhang printed with PoA; (c) triangular overhang (left to right): PoA, supportless.
“The proposed approach can be applied to any object, including long bridges and convex surfaces. The algorithm was accurately tested both with differently shaped overhangs and bridges,” concluded the researchers.
“From analysis, we can conclude that, regardless of shape, the supported structures showed the best accuracy across almost all measurements. However, given that, from a geometrical point of view, the accuracy of the obtained shapes with the proposed algorithm was fully comparable with the previous, considering the saved material, time, and postprocessing, our proposal is a valuable tool.”
Dealing with supports and finishing processes will undoubtedly continue to be an ongoing conversation among 3D printing users and those engaged in AM processes as well as integrating innovation into robotics, developing other methods and tools such as cutting devices, soluble supports, and more.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
[Source / Images: ‘Fused-Deposition-Material 3D-Printing Procedure and Algorithm Avoiding Use of Any Supports’]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Divergent Declares that German 3D Printers are Superior, And Plans Massive LPBF Expansion
Divergent has announced a new version of its Laser Powder Bed Fusion (LPBF) printer and a new site. The company aims to do nothing short of “further accelerating its mission...
Inside Haddy: Jay Rogers Wants 3D Printing to Build Real Products, Not Just Prototypes
A warehouse from the outside, but step inside Haddy and it shifts quickly: finished pieces up front, clean and minimal, furniture you can touch and sit on. Walking through the...
SpaceX IPO Puts a Major 3D Printing Powerhouse on Wall Street
SpaceX officially began trading on the Nasdaq today under the ticker symbol SPCX, marking one of the most anticipated and largest public offerings in Wall Street history. The company priced...
DEEP Manufacturing Collaborating with Fortius Metals to Demonstrate WAAM at Scale
DEEP Manufacturing is trying to build pressure vessels and marine habitats at scale with DED technology. Using commercial robot arms and wire arc additive manufacturing (WAAM), the company is hoping...































