Visual Detection of Defects in Robot 3D Printing

In the recently published ‘Visual Detection of Surface Defects Based on Self-Feature Comparison in Robot 3-D Printing,’ Chinese researchers from the College of Mechanical Engineering at Zhejiang University (both the State Key Laboratory of Fluid Power and Mechatronic Systems and the Key Laboratory of 3D Printing Process and Equipment of Zhejiang Province) delve into the challenges of robot 3D printing, how to pinpoint defects more clearly, and ways to overcome them.
Defects, ranging from surface quality issues to problems that cause complete collapse may occur in a variety of cases, but the researchers add that it is critical to avoid false detection rates and to be able to distinguish defects versus characteristics of parts. With early detection, users can correct issues quickly—reducing the amount of material (and time and effort) wasted.
“Defect detection is a hot research field. The existing defect detection methods can be divided into two groups: machine vision-based monitoring systems and laser scanning-based monitoring systems,” stated the researchers. “The former mainly uses cameras to take pictures, while the latter can measure the height of the object, which cannot be achieved by a monocular vision-based system.”
Both traditional techniques and deep learning methods rely on defect detection algorithms—with researchers developing either as they apply to their specific fields. For most works that have already been produced, scientists focus on finding defects that are in the upper part of parts made via FDM 3D printing. Defects often appear when layers are ‘irregular,’ as well, giving merit to outer surface detection.

Hardware system structures of robot Fused deposition modeling (FDM) system.
For this study, the research team developed a way to separate defects from characteristics—via comparing theoretical projection contours and the experimental contours of products. The main software used was Visual Studio 2015, and the robot 3D printer was based on the Japanese Mitsubishi RV-6SD 6-DOF robot, accompanied by the German Basler acA1600-20gm camera and computer.
The algorithm for detecting defects consists of:
- 3D printing processing steps
- Contour detection
- Identifying defects and own characteristics
The image processing technology captures details from the projected picture and the captured picture—while defects, as well as characteristics, are noted as parameters of the contours in the picture are compared with the model.
“When the similarity of parameters between the former contour and one of the latter contours reaches a threshold, it means the contour is its own feature, not the defect, and vice versa,” explain the researchers.
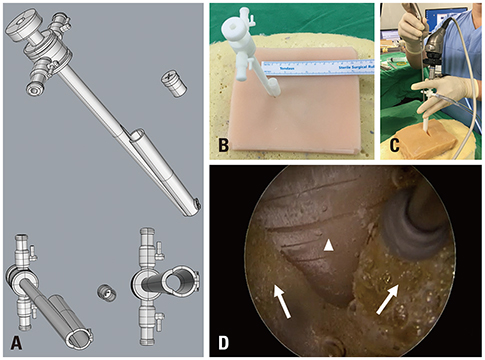
The flowchart of the visual detection algorithm of surface defects based on self-feature comparison in 3-D printing: I 3D printing processing steps; II Contour detection; III Identify defects and own characteristics.
The processing process of parts in the system: I Contour Detection from real model; II Contour detection from the theoretical model.
The self-feature extraction method allows visual points to be highlighted via coordinates and direction of the camera, with feature points projected onto theoretical pictures, resulting in self-feature pictures.

Self-feature extraction: (a) The specific process of self-feature extraction; (b) Extraction rules of visual points and feature points in current camera direction; (c) Three-point judgment of feature point.
“Note that in theory, the minimum size of defects the method can detect is 8.5 pixels by 8.5 pixels and as for the real physical size, it needs to be converted by the camera parameters and detection distance,” concluded the researchers.
“In future work, the processing time of the proposed algorithm should be further shortened so that it could satisfy the need for real-time online detection. And to improve the robustness of the detection system, materials of printing objects, experimental environments, and equipment should be taken into consideration.”
Researchers continue to monitor 3D prints and attempt to detect problems as early as possible, offering real time processes for printing in metal, ceramic, biomedical applications, and more.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
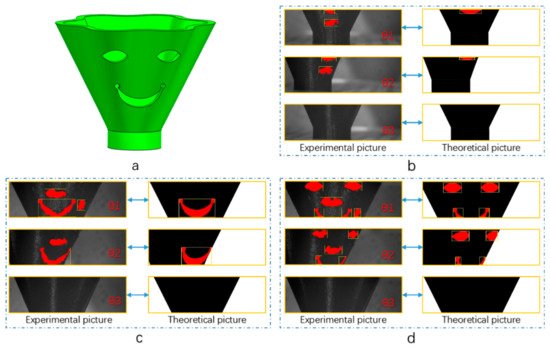
Some on-line test pictures during the experiment: (a) Theoretical model; (b–d) Experimental and theoretical results of randomly selected vertical acquisition nodes. θ1 θ2 θ3 is the image from different angles in the printing process under the current height layer.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services







You May Also Like
Low-cost “Suzy” Polymer Powder 3D Printer is Faster and Cheaper than Past Models
Polish laser powder bed fusion (LPBF) firm Sinterit has released a follow-up to its predecessors, Lisa and Nils, called Suzy, a $19,490 printer equipped with a 30W fiber diode laser....
India’s $58M Space Fund Is a Boon for AM Innovation
India’s space industry is picking up serious momentum. With a projected $44 billion space economy by 2033, the country is aggressively expanding its capabilities, fostering private-sector participation, and reducing its...
Japanese Advanced Manufacturing Capabilities Grow in Europe with Sodick’s Purchase of Prima Additive
The global economy is currently undergoing a reshuffling in terms of what gets manufactured where. In large part, this trend is being driven by new geopolitical alliances and the need...
Bosch Invests €6M into Serial Auto Part 3D Printing
German industrial conglomerate Robert Bosch GmbH, the world’s largest supplier of automotive parts, has announced a new investment into Nuremberg, Germany additive manufacturing (AM) facility. The nearly €6 million in...