

High-Speed 3D Printing of Flexible Carbon/Silicone Sensors for Medical Wearables

In the recently published ‘Drop-on-demand high-speed 3D printing of flexible milled carbon fiber/silicone composite sensors for wearable biomonitoring devices,’ authors from University of Waterloo and the University of California, Berkeley are exploring new ways to fabricate sensors for medical use. In this study, the team used high-speed material jetting (MJ) of high-viscosity conductive inks to fabricate highly flexible, sensitive sensors.
Previously, carbon materials and fillers have been popular for use in conductive sensors, including:
- Graphite
- Graphene
- Carbon black
- Carbon nanotubes
- Carbon fibers
Challenges have persisted, however, due to a lack of robustness, flexibility, and sensitivity. Traditional techniques for production also, like melt-mixing and casting have not offered enough accuracy for patient-specific treatment. And while 3D printing offers a host of miraculous benefits for most industries and applications, the technology has continued to pose obstacles—leaving the researchers here to create their new drop-on-demand material jetting (DODMJ) system with milled carbon fiber/silicone rubber (MCF/SR) ink.
The goal was to optimize printing for the ultimate in printability, curability, and electrical properties, ‘sandwiching’ MCF/SR sensors between SR layers for protection—and to create even more flexibility.
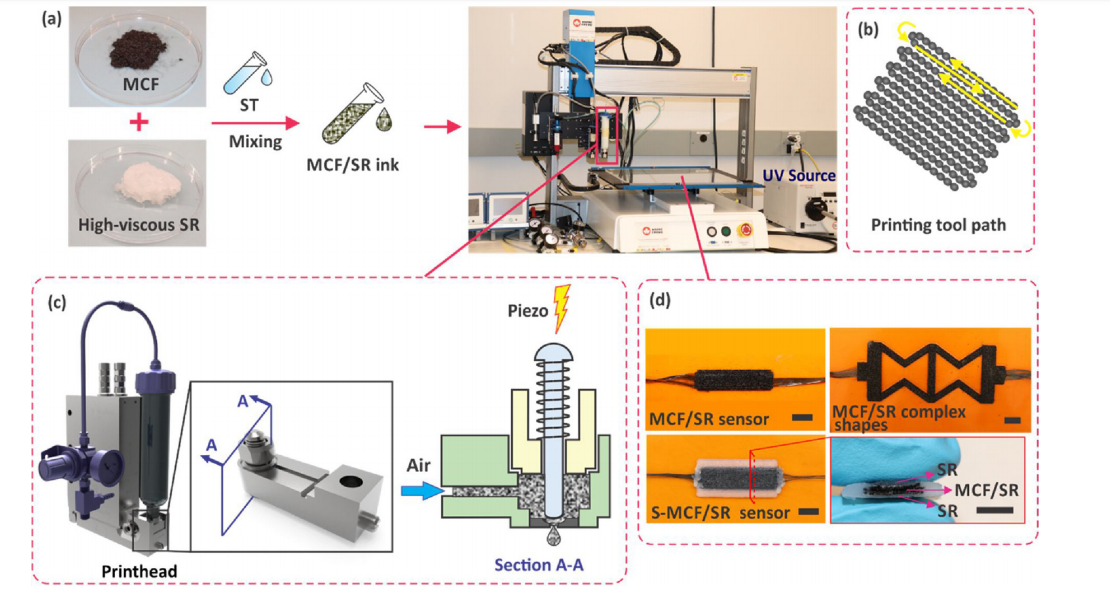
(a) The fabrication process of MCF/SR composites. (b) printing tool path (c) The piezoelectric-pneumatic MJ printhead enables DOD jetting the droplets of
high viscous ink. The cross-section view of the printhead is represented. (d) The optical images of the printed MCF/SR and S-MCF/SR sensors. Scale bars: 7 mm.
“MJ printheads eject droplets of high viscous ink with controlled volume at high frequencies. DODMJ system works at high speeds (∼100 mm/s), which is about 5 times faster than material extrusion and about 20 times faster than conventional material jetting systems [45]. Upon applying a voltage, the piezoelectric actuator is triggered and pushes the rod tappet towards the outlet, leading the ink droplets to quickly eject at high frequency,” explained the researchers. “When the voltage drops at each ejection cycle, the rod tappet is pulled back and the compressed air pushes the ink towards the orifice. The above steps are repeated during the MJ process at a high speed.”
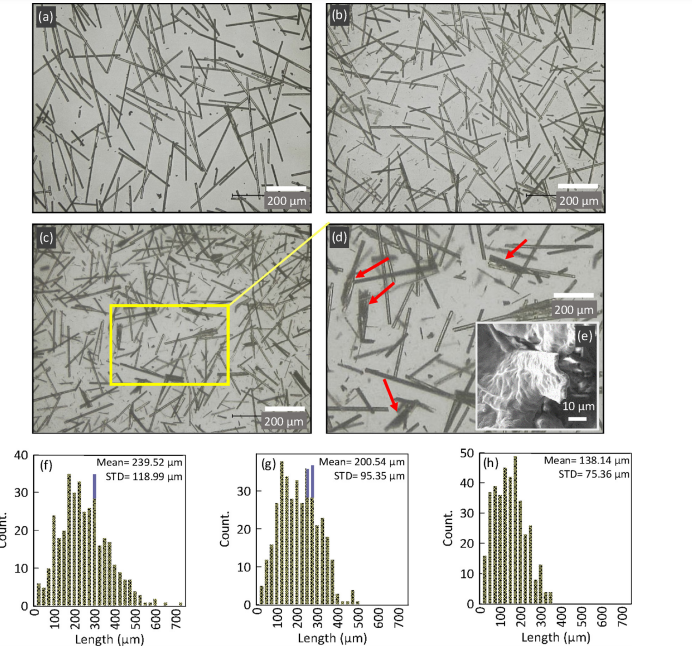
Optical microscopy images: (a) dry MCF before mixing with SR and printing. MCF/SR composite inks (b) after extrusion, and (c, d) after jetting (red arrows show the crushed fibers). (e) The SEM image of a crushed fiber after jetting. Length and distribution of MCF: (f) before mixing with SR and printing, (g) after preparing MCF/SR and extrusion, (h) after preparing MCF/SR and jetting. (For interpretation of the references to colour in this figure legend, the reader is referred to the web version of this article).
The researchers noted that printer performance was ‘crucially affected’ by ink viscosity. Upon further investigation, they also noted that MCF/SR inks with the MCF content of up to 30 wt. % were printable; otherwise, printing failed when further MCF was added.
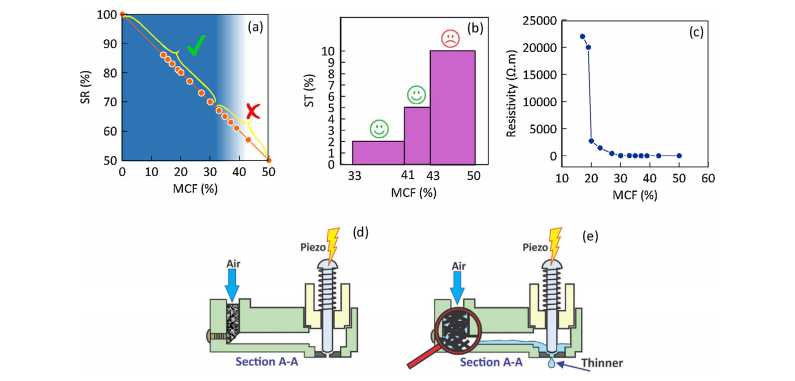
(a) The ink deposition ability ranges for MCF/SR with various weight fractions of MCF and SR contents (without using ST). The background blue/white color gives a rough overview on the curability of the MCF/SR composites with various weight fractions of MCF from 0 to 50 % by visual observations (Fully cured (dark blue):∼0–33 %, partially cured (light blue): ∼33–41 %, and not cured (white): ∼41–50 %). (b) The effects of adding ST on ink deposition ability of MCF/SR/ST inks. (c) Variation of the resistivity with the weight fraction of MCF. (d) The mechanism of limited ink deposition ability due to the high viscosity of the ink and (e)
representation of MCF clogging in the printhead pathways that led the ST to leach out when printing with no MCF and SR deposition at high MCF contents. (For interpretation of the references to colour in this figure legend, the reader is referred to the web version of this article).
The researchers tested sandwiched MCF/SR sensors for viable use as wearable devices for patients, examining the results as devices were attached to fingers, performing cyclic bending. Overall, results showed that the sensors were suitable for human motion detection and other uses in healthcare due to successful reversible performance.
“Sandwiching the MCF/SR composites with protective SR layers (S-MCF/SR) resulted in a better durability in severe deformations (specifically for stretching applications), which was not feasible by the MCF/SR stand-alone composites,” concluded the researchers. “The piezoresistive response of S-MCF/SR sensors under cyclic stretching with various levels of strain amplitude was characterized showing a relative resistance change up to ∼40, where strain amplitude of 10 % was applied and the deformation mechanisms were discussed.
“The proposed sensors show favorable flexibility with elastic modulus, yields strength and the rupture strain of 224 ± 21 kPa, 302 ± 18 kPa, and 1.5 ± 0.3, respectively. Finally, the application of the S-MCF/SR sensors for detecting the human motions was addressed and the bending motion of index finger and arm was detected as showcases. DODMJ of the S-MCF/SR composites would facilitate the high-speed development of customized wearable sensors.”
Research into new sensors and wearables continues, much to the benefit of medical patients and consumers overall, with innovations such as prosthetics, devices with embedded electronics, battery storage for wearables, and more.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
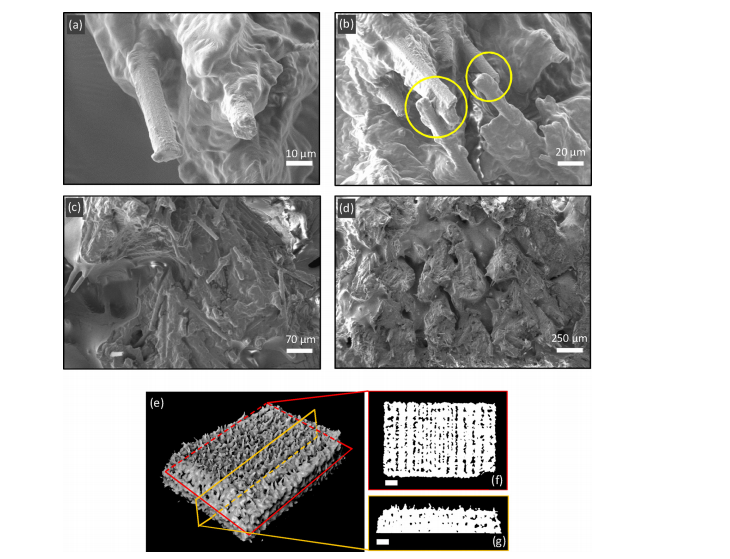
(a–d) SEM images of MCF/SR cubic structures: (a, b) carbon fibers are well integrated into the silicone matrix where the fiber to fiber contacts establish conductive pathways. (c) Cross-section view shows the carbon fibers are relatively aligned in various directions. (d) The layers of the printed structure are well integrated and formed continuous conductive pathways. (e–g) NanoCT results at 8 μm voxel size: (f) top view cross-section, and (g) front view cross-section represents relatively low internal porosity of the MCF/SR composite structures. Scale bars: 1 mm.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.









You May Also Like
3D Printing News Briefs, April 25, 2026: Competition Winners, AI Platform, X2D Printer, & More
In this weekend’s 3D Printing News Briefs, AMUG announced the winners of its Technical Competition, and Authentise launched AI platform Whisper at RAPID. Bambu Lab wasn’t at RAPID, but launched...
RAPID 2026: 6K Additive’s Domestic Metal Powders & Consolidation Plan
6K Additive (ASX: 6KA), a U.S. supplier and manufacturer of metal powders for additive manufacturing (AM), has been very busy lately. I caught up with CEO Frank Roberts and Chief...
3D Printing News Briefs, April 22, 2026: DINOs, Post-Processing, AM for Aerostructures, & More
We’ll start with event news in today’s 3D Printing News Briefs, as AMUG presented its DINO Award to six members at this year’s conference, and Axtra3D celebrated its five-year anniversary...
Medical, Electronics, & Semiconductors: Detailed 3D Prints at RAPID 2026 with Boston Micro Fabrication & Lithoz
They say that good things come in small packages, and that’s certainly the case when it comes to Boston Micro Fabrication (BMF). A leader in micro-precision additive manufacturing, the company...





























