
Thermwood & Purdue: 3D Printed Composite Molds to Make Compression Molding Parts


If I had to name one company that’s an expert in terms of machining, I’d say Indiana-based Thermwood Corporation, the oldest CNC machine manufacturing company in business. The company has been working with the Composite Manufacturing & Simulation Center (CMSC) at Purdue University to create and test ways of using 3D printed composite molds to fabricate thermoset parts with compression molding.

The two believe that the task they just accomplished is an excellent first step in the introduction of 3D printing to compression molding – Thermwood and the CMSC were successful in using 3D printed composite tooling to compression mold a test part.

“The speed and relatively low cost of printed compression tools has the potential to significantly modify current industry practices. Printed tools are ideal for prototyping and can potentially avoid problems with long lead time, expensive production tools by validating the design before a final version is built,” Thermwood wrote in a press release.
“Additional development effort will be needed to further refine tool design and broaden the range of parts that this process will support, but all parties involved believe that this project demonstrates the viability of the basic approach.”
Creating the mold
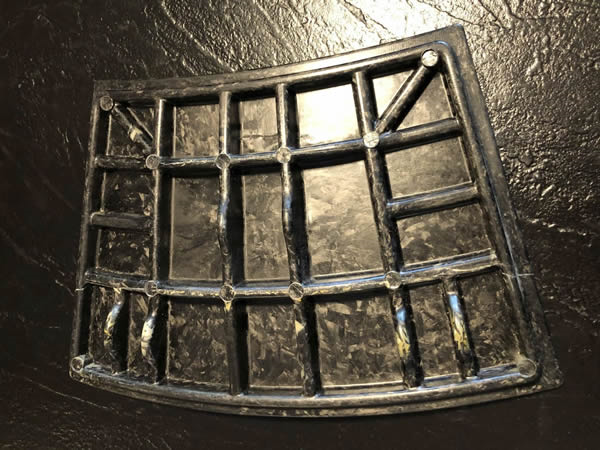
Designed at Purdue, the half scale thrust reverser jet engine blocker door is roughly 10 x 13 x 12″, and the two-part matched compression mold for it was 3D printed on Thermwood’s Large Scale Additive Manufacturing (LSAM) system out of 25% carbon fiber reinforced PESU from Techmer PM.
 The two mold halves were 3D printed simultaneously during a 2 and a half hour print job. Thermwood has a continuous cooling print process, which works by the polymer cooling determining each layer’s cycle time; this cuts back significantly on build time. Each half was then machined to its final shape and size, which took 27 hours total. While this traditional process was necessary, there was far less material to be removed – and wasted – as the part was 3D printed to near net shape.
The two mold halves were 3D printed simultaneously during a 2 and a half hour print job. Thermwood has a continuous cooling print process, which works by the polymer cooling determining each layer’s cycle time; this cuts back significantly on build time. Each half was then machined to its final shape and size, which took 27 hours total. While this traditional process was necessary, there was far less material to be removed – and wasted – as the part was 3D printed to near net shape.
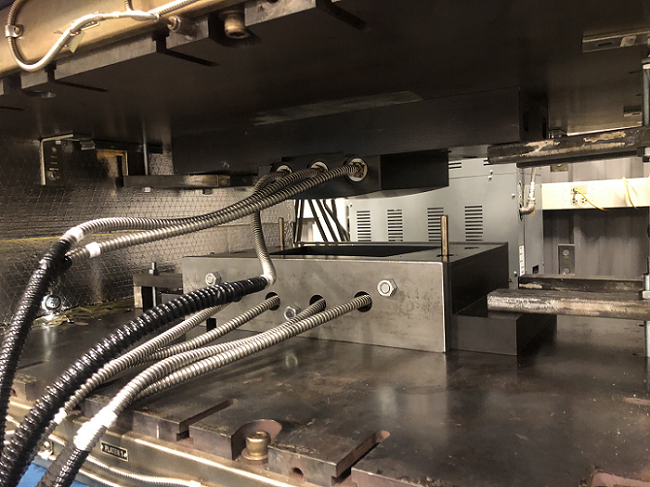
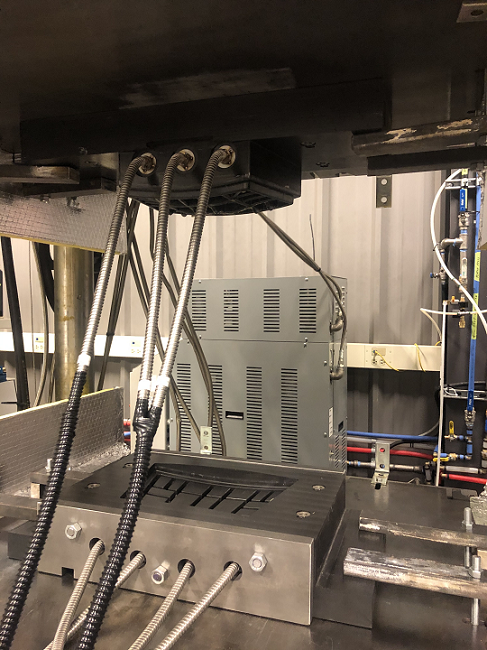
The final tool was mounted on the 250 ton compression press at Purdue’s CMSC, and parts were next molded using Dow Automotive Systems’ new VORAFUSE prepreg platelet material system with, as the press release states, “over 50% carbon fiber volume fraction.”
“The first attempt at compression molding was not successful, but techniques were developed to account for the mechanical and thermal conductivity characteristics of the polymer print material and a second attempt produced acceptable parts.”

Mold in press
An altogether different approach is required to use 3D printed composite molds in a compression press, as opposed to tools that have been machined out of metal blocks. For example, it’s necessary to heat the tool internally, as the polymer composite isn’t quite as good as metal at transmitting heat.

Heating the part
Using the trim head on its LSAM system, Thermwood figured out a way to bore deep holes into the printed composite, which made it possible to insert cartridge heaters deep inside. The temperature of different areas of the tool could then be independently controlled using a special heat control; this helped with balancing the processing temperature requirements of the thermoset material with the thermal characteristics of the composite mold.
In addition, the Thermwood/CMSC team had to reinforce the outside of the mold, in order for its polymer composite to only be under compression loads, and not tension as well, during molding. This is because the forces developed during the molding process are much greater than the tensile strength of the composite polymer materials used for the mold itself. Their method was able to withstand molding pressure of 1,500 PSI during the initial testing process, and they believe it could hold up under higher pressures as well.

LSAM
Due to the rapid build rate and lower cost, there are several applications for using 3D printed composite molds to fabricate parts using compression molding; in the aerospace industry, for example, production volume is lower while parts are larger, so this type of printed compression mold could potentially be used for actual components, such as autoclaves and open face tools.
On the flip side, the automotive industry requires high production volume, so tools like this may not function well enough for production use, though more testing is needed to fully determine this. But they could be used for prototyping and production tool verification.
Discuss this news and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the comments below.
[Source/Images: Thermwood Corporation]Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
The Drone Industry is Showing Where 3D Printing Delivers Real Value, AM Research Report Finds
The rapid rise of drones is creating one of the biggest opportunities for additive manufacturing (AM). Whether they’re used on battlefields, inspecting bridges or crops, or delivering supplies, drones need...
3D Printing News Briefs, June 27, 2026: Nanoscale 3D Printing, Defense Readiness, & More
We’re starting with a story about a grant for advanced nanoscale 3D printing in this weekend’s 3D Printing News Briefs, and then on to metal additive manufacturing (AM) for defense...
US Army Awards Continuous Composites 3D Printed Missile Component Contract
Despite the very loud, indignant claims from American defense officials that the US hasn’t depleted a significant portion of its munitions stockpiles, the US has depleted a significant portion of...
Rheinmetall Uses Ducting Made with Minifactory for Challenger 3 Tanks
Rheinmetall UK is using Minifactory Material Extusion as the primary production method for tank ducting on the Challenger 3 Main Battle Tank program. The Challenger 3 is the UK’s formidable...































