

Metal 3D Printing in Germany: Exploring Wire and Arc Additive Manufacturing (WAAM)


In the recently published ‘Plasma Multiwire Technology with Alternating Wire Feed for Tailor-Made Material Properties in Wire Arc Additive Manufacturing,’ authors Uwe Reisgen, Rahul Sharma, and Lukas Oster (all from RWTH Aachen University) delve into the finer points of metal 3D printing in large-scale production.
In researching wire and arc additive manufacturing (WAAM), the team of scientists investigates benefits such as in situ alloying, along with methods that employ wire to create new composites.
![]() As the use of functionally graded materials continues to grow—along with research and development—industrial users can look forward to potential in a variety of applications. In this study, the authors sought to fabricate components more efficiently, with more robust mechanical properties.
As the use of functionally graded materials continues to grow—along with research and development—industrial users can look forward to potential in a variety of applications. In this study, the authors sought to fabricate components more efficiently, with more robust mechanical properties.
Taking a more expanded look at the capabilities of FGMs, the authors realized there were many different alloy combinations, to include:
- Titanium to titanium carbides
- Iron to iron aluminides
- Iron or copper-based alloys
- Nickel-based alloys
With powder-based 3D metal printing proving to be more expensive than wire, WAAM processes could open many new opportunities for users, with the use of high local heat input and high material deposition. Used strictly for the production of metal parts and constrained somewhat by the requirement for complex control processes, WAAM techniques have been used to produce over 200 tons of parts.
Because of the obvious advantages, researchers continue to work on overcoming obstacles, with this most recent research focused on creating FGMs made of steel and nickel alloys, varying individual wire feeding speeds and demonstrating transformed chemical composition between layers.
“For the evaluation of the basic process stability of the plasma multiwire process, a combination of low-alloyed steel (EN ISO 14341-A: G 3Si1) and high-alloyed chromium–nickel steel (EN ISO 14343-A: G 19 9 LSi) was used,” stated the researchers.
“Due to the difference in thermal conductivity, the flow behavior of the liquid molten pool, and the solidification behavior, this material combination is supposed to reveal possible restrictions of the plasma multiwire process.”
The authors relied on two different use cases:
- Chemically graded tube segments between ferritic steel and austenitic steel
- Structures of variable tensile strengtjh

Position of the used material combinations in the Schaeffler diagram
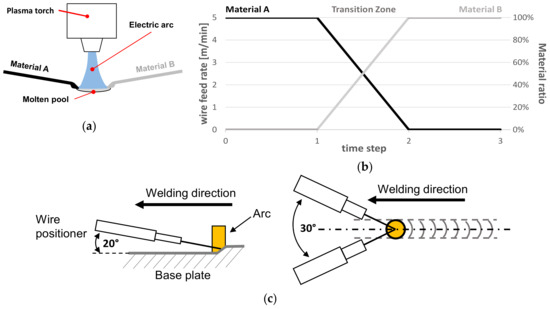
(a) Basic sketch of the plasma multiwire process; (b) schematic picture of the wire feed speeds during one weldment; (c) alignment of the wires.
All work was completed via the plasma multiwire technique, based on common plasma welding processes with an electric arc burnt between a nonconsumable tungsten electrode and workpiece.
“Multiple wires of different chemical compositions were fed into the molten pool and built the final alloy in situ. The wire feed speed was changed during the running process, while the combined total wire feed speed was always kept constant,” stated the authors.
Three zones were used to represent the samples:
- Pure material A
- Transition area from material A to material B
- Zone of pure material B
With this process, the researchers were able to create chemically graded structures, while noting challenges to be overcome, such as cold cracks produced in case one and case two.
“To a certain range of technically relevant material combinations, the formation of low-ductility phases in the transition area seems inevitable. This leads to the necessity of strategies to improve the fracture behavior despite the existence of low-ductility phases. One possibility of improving the fracture behavior is shifting the transition zones layer-wise along the welding axis so that critical martensitic LDP phases alternate with austenitic higher-ductility phases (HDP).”
Overall, the research team noted that within the three different materials, changes in composition were viable in situ when alternating speeds of the wire feeds during fabrication—opening the potential to creating large-scale, 3D printed metal parts.
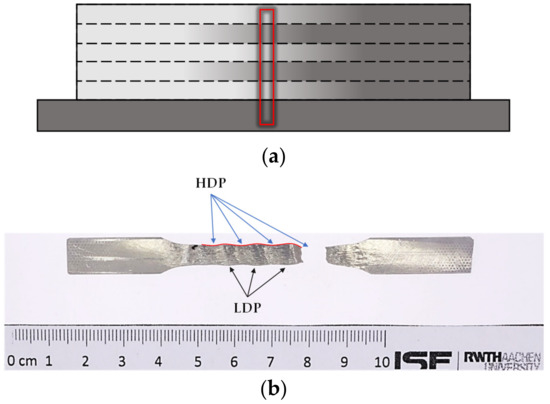
(a) Schematic picture of shifted transition zones and location of the test specimen. (b) Fracture behavior of a tensile test sample by alternating high-ductility phases (HDP) with low-ductility phases (LDP).
They also noted that low ductility phases are not always linked to bad structural behavior, along with observing that wires with varying tensile strength ‘showed no critical low-ductility phases.’ Hardness curves demonstrated good mechanical properties, leading the researchers to see real promise in creating customized workpieces.
“Some restrictions, however, need to be considered,” concluded the researchers. “The formation of low-ductility phases may occur, especially for materials with large differences in the chemical composition. Initial experiments have indicated that it might be possible to avoid constraints in structural behavior by controlling the location of low-ductility phases by alternating low-ductility and high-ductility phases through intelligent path planning.
“Future work will adapt the results to easy-to-use CAD-based setting of material properties and perform deeper structural analysis of the multimaterial workpieces produced. Furthermore, the use of LTT alloys linked to an intelligent path-planning strategy will be investigated within the framework of SFB1120.”
As the realm of materials science continues to grow, users on all levels are offering tremendous innovation to the world with metal 3D printing, from refining energy mechanisms to re-creating classic works of art and also continuing to study issues like porosity.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com.
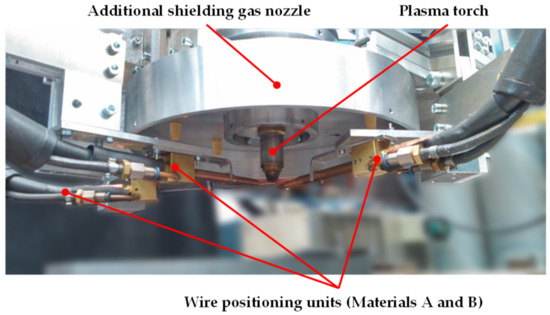
Detailed view of the additional shielding gas nozzle, equipped with three wire feeding units. In the centre, the plasma welding torch that generates the required molten pool is visible. Although the system allows the feeding of up to three additional wires, all the presented experiments were carried out using only two wires.
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
Print Services
Upload your 3D Models and get them printed quickly and efficiently.











You May Also Like
Divergent Declares that German 3D Printers are Superior, And Plans Massive LPBF Expansion
Divergent has announced a new version of its Laser Powder Bed Fusion (LPBF) printer and a new site. The company aims to do nothing short of “further accelerating its mission...
Inside Haddy: Jay Rogers Wants 3D Printing to Build Real Products, Not Just Prototypes
A warehouse from the outside, but step inside Haddy and it shifts quickly: finished pieces up front, clean and minimal, furniture you can touch and sit on. Walking through the...
SpaceX IPO Puts a Major 3D Printing Powerhouse on Wall Street
SpaceX officially began trading on the Nasdaq today under the ticker symbol SPCX, marking one of the most anticipated and largest public offerings in Wall Street history. The company priced...
DEEP Manufacturing Collaborating with Fortius Metals to Demonstrate WAAM at Scale
DEEP Manufacturing is trying to build pressure vessels and marine habitats at scale with DED technology. Using commercial robot arms and wire arc additive manufacturing (WAAM), the company is hoping...































